


聯(lián)系我們

- 電磁燒網(wǎng)爐銷售
- 方形900*1000隨時(shí)報(bào)價(jià)
- 水下切割鋼管樁水泥樁一最新來(lái)樣定制一水下拍照
- 水下工程廠家-全國(guó)接單
- 規(guī)格全的510高強(qiáng)方管本地廠家
- 淮北市鋼管酸洗鈍化工藝流程
- 1600千瓦發(fā)電機(jī)租賃_1600千瓦發(fā)電機(jī)租賃有限公司
- 高速護(hù)欄板全國(guó)可發(fā)貨
- 不銹鋼復(fù)合管橋梁護(hù)欄量大優(yōu)惠河道鐵藝護(hù)欄
- 防撞護(hù)欄廠家-
- 鋁板紫銅排源廠直銷
- 定制 psp鋼塑復(fù)合管的銷售廠家
- 鏈條導(dǎo)軌式升降貨梯供應(yīng)
- 邢臺(tái)巴彥發(fā)電機(jī)組出租電話靠譜廠家
- 重慶到電瓶車托運(yùn)2025已更新(今天/貨運(yùn)部新聞)
青陽(yáng)QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)
更新時(shí)間:2025-02-06 08:35:38 瀏覽次數(shù):3 公司名稱: 閘門啟閉機(jī)廠家(康禹)水工機(jī)械廠
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 廠家直銷/臺(tái) |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 290 |
| 運(yùn)費(fèi)說明 | 面議 |
| 材質(zhì) | 鑄鐵 |
| 產(chǎn)地 | 邢臺(tái) |
| 規(guī)格 | 齊全 |
| 類型 | 螺桿式啟閉機(jī) |
| 顏色 | 綠色,藍(lán)色 |
| 品牌 | 康禹 |
| 型號(hào) | 齊全 |
| 可定制 | 是 |



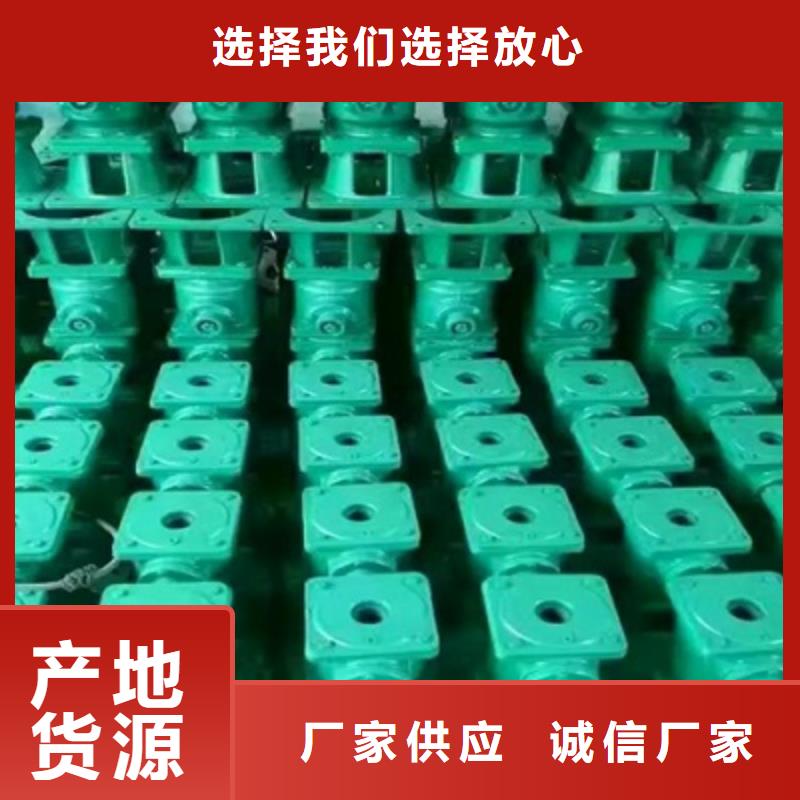

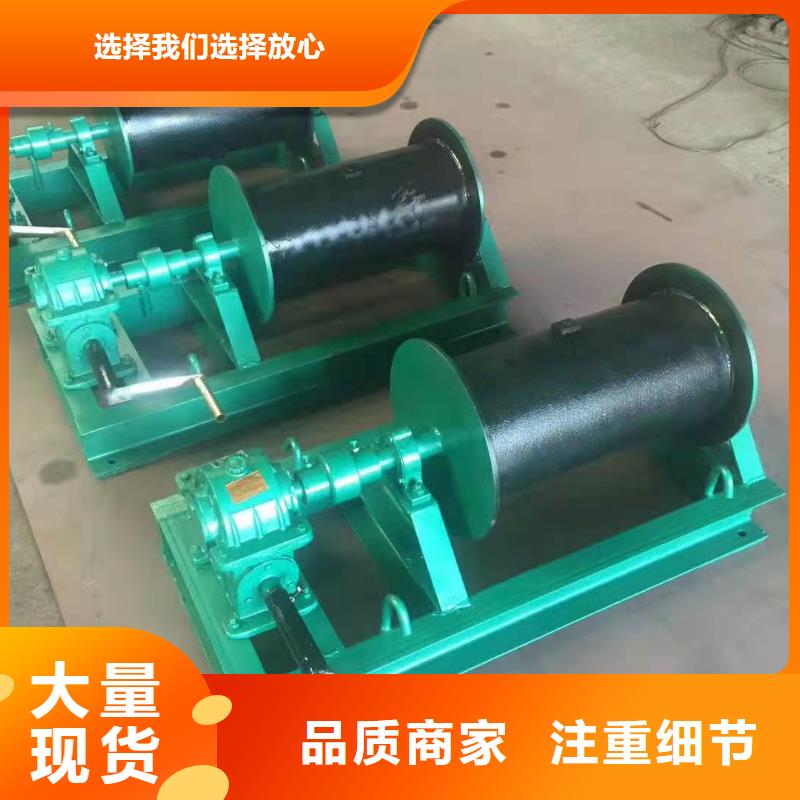
池州青陽(yáng)QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)
康禹水工機(jī)械廠始終以質(zhì)量求生存、以質(zhì)量求信譽(yù)、以質(zhì)量求發(fā)展、以質(zhì)量求效益,我們深知螺桿啟閉機(jī)產(chǎn)品質(zhì)量的優(yōu)劣對(duì)于一個(gè)企業(yè)的重要性,為此我們嚴(yán)格按照標(biāo)準(zhǔn)組織生產(chǎn),從原材料進(jìn)廠開始,對(duì)生產(chǎn)環(huán)節(jié)中各工序進(jìn)行了質(zhì)量跟蹤把關(guān),保證出廠的每件螺桿啟閉機(jī)產(chǎn)品合格,通過管理評(píng)審、內(nèi)部質(zhì)量審核,過程控制以及采取糾正與措施的自我完善機(jī)制,促進(jìn)企業(yè)質(zhì)量管理體系不斷完善,使企業(yè)質(zhì)量保證能力不斷加強(qiáng),螺桿啟閉機(jī)產(chǎn)品質(zhì)量水平逐步提高,一年一個(gè)新臺(tái)階。
QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)")
QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)")
35mm可根據(jù)用戶成并聯(lián)機(jī)。耙齒柵隙分為1mm、3mm、5mm、10mm、20mm、30mm、40mm、50mm等各種規(guī)格,選型由過水量、高度、固液分離總量和所分離物質(zhì)的形狀、顆粒大小來(lái)選擇,同時(shí)選配不同的材質(zhì)。2.設(shè)備。長(zhǎng)短規(guī)格設(shè)備標(biāo)準(zhǔn)溝深為1535mm,可根據(jù)用戶成并聯(lián)機(jī)耙齒柵隙分。
水口同時(shí)也可以作為需要及使用實(shí)際情況任意加長(zhǎng)。特殊規(guī)格另行設(shè)計(jì)。清污機(jī)是附著在攔污柵上雜物的機(jī)械設(shè)備。可以流體中各種形狀雜物的水處理專用設(shè)備,啟閉機(jī)可廣泛地應(yīng)用于泵站、水電站、城市污水處理、自來(lái)水行業(yè)、電廠進(jìn)水口,同時(shí)也可以作為需要及使用實(shí)際情況任。
條件加以修正清污機(jī)紡織、食品加工、造紙、皮革等行業(yè)廢水處理工藝中的前級(jí)篩分設(shè)備,是固液篩分設(shè)備之一清污。機(jī)制造按下列工藝進(jìn)行:施工準(zhǔn)備→放樣→下料→清污機(jī)拼焊→校正→防腐→驗(yàn)收。1、清污機(jī)下料尺寸應(yīng)留足收縮余量,收縮量f=1mm/m,結(jié)合施工條件加以修正。清污機(jī)紡織食品加工造紙。
板對(duì)腹板的傾斜度≤1焊接也要采用對(duì)稱焊接,其校正可采用液壓校正機(jī)校正,使其滿足規(guī)范要求。清污機(jī)單件制造完成后,對(duì)接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。2、。拼裝:拼裝必須在符合要求的平臺(tái)上進(jìn)行拼裝。在拼裝時(shí),要嚴(yán)格控制形位誤差。即:翼緣板對(duì)腹板的對(duì)稱度≤1.5mm。翼緣板對(duì)腹板的傾斜度≤1焊接也要采用對(duì)稱焊接。
好焊接速度坡口尺寸.5mm。構(gòu)件拼裝完畢,經(jīng)過檢驗(yàn)員復(fù)檢合格后,即可點(diǎn)焊固定,點(diǎn)焊必須由正式的具有操作證的焊工點(diǎn)焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動(dòng)焊接,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工。藝及焊接材料性能,因此焊接時(shí),主要應(yīng)調(diào)節(jié)好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸5mm構(gòu)件拼裝完。
對(duì)外觀進(jìn)行休整后運(yùn)至、焊縫間隙、焊絲直徑等參數(shù)。其余焊縫采用手工焊接,手工焊接時(shí),應(yīng)采用合適的工藝參數(shù),運(yùn)條要依照規(guī)范進(jìn)行,表面波紋必須均勻;結(jié)尾不準(zhǔn)留有弧坑,直線焊縫。至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須飽滿而不出現(xiàn)超高或凹坑。4、端頭處理:所有埋件端頭采用銑床進(jìn)行銑削處理,確保安裝質(zhì)量。5、清污機(jī)防腐:埋件制作成型后,對(duì)外觀進(jìn)行休整后運(yùn)至焊縫間隙焊絲直徑。
QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)")
QPK卷?yè)P(yáng)啟閉機(jī)10年經(jīng)驗(yàn)")