

想要探索絎磨管珩磨管的圖文介紹的奧秘嗎?不妨點(diǎn)擊這個(gè)產(chǎn)品視頻,它將帶您走進(jìn)一個(gè)精彩絕倫的世界,讓您對(duì)產(chǎn)品的每一個(gè)細(xì)節(jié)都了如指掌。
以下是:絎磨管珩磨管的圖文介紹的圖文介紹
安達(dá)液壓機(jī)械有限公司是一家專業(yè)承接 安徽池州液壓油缸管產(chǎn)品生產(chǎn)加工企業(yè)。在 安徽池州液壓油缸管的生產(chǎn)領(lǐng)域,能為顧客提供服務(wù)。公司現(xiàn)有經(jīng)驗(yàn)豐富的專業(yè)技術(shù)員,擁有先進(jìn)生產(chǎn)設(shè)備公司創(chuàng)建伊始,便以“強(qiáng)化員工的品質(zhì)意識(shí)為根本、以產(chǎn)品質(zhì)量為生存、以提高客戶滿意度為中心”的經(jīng)營理念。公司一直以“誠信、務(wù)實(shí)、熱情、創(chuàng)新、快捷”的工作作風(fēng)、運(yùn)用先進(jìn)的生產(chǎn)設(shè)備、及科學(xué)的管理為顧客提供滿意的產(chǎn)品與服務(wù),歷經(jīng)近十年培育 ,已深受國內(nèi)外客戶商好評(píng)與信賴。


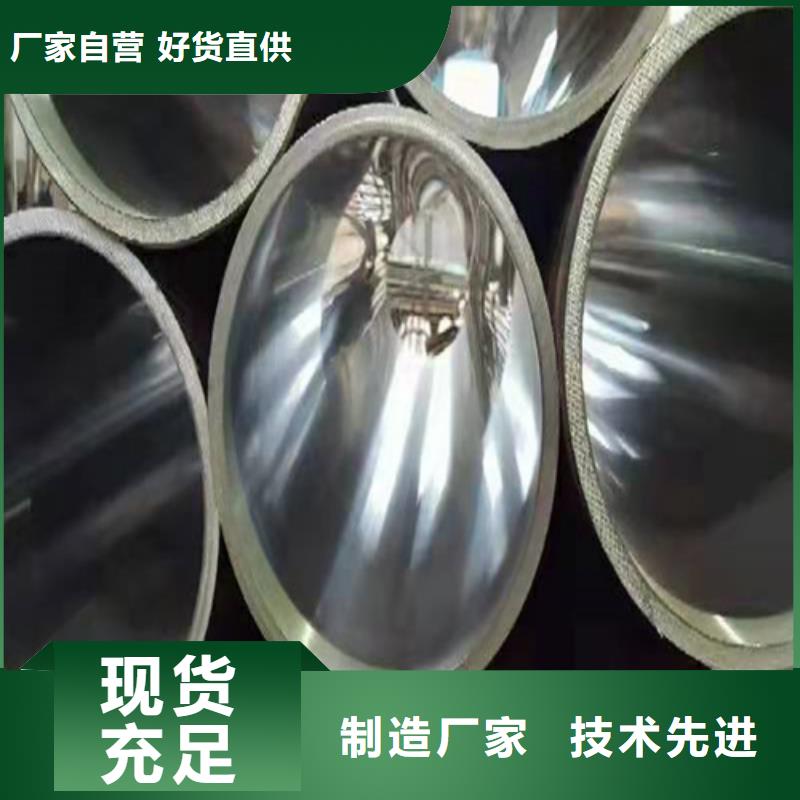
安徽池州企業(yè)旺旺珩磨管絎磨管油缸管鋼市上演了一小波反彈行情,累計(jì)持續(xù)兩周左右。以上海市場(chǎng)為例,大口徑絎磨管現(xiàn)貨價(jià)格從3600元/噸漲至3760元/噸,上漲160元/噸,同一時(shí)間內(nèi)北京市場(chǎng)僅反彈100元/噸。這反映出行情仍受需求預(yù)期驅(qū)動(dòng)較強(qiáng),心理因素起到了一定推動(dòng)作用45#絎磨管滾壓工藝光潔度是效的 油缸是工程機(jī)械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時(shí)間上對(duì)比:磨削缸體1米大概在1-2天的時(shí)間,滾壓缸體1米大概在10-30分鐘的時(shí)間。投入對(duì)比:磨床或絎磨機(jī)(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強(qiáng)度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是的,能大大提高缸筒的表面質(zhì)量。



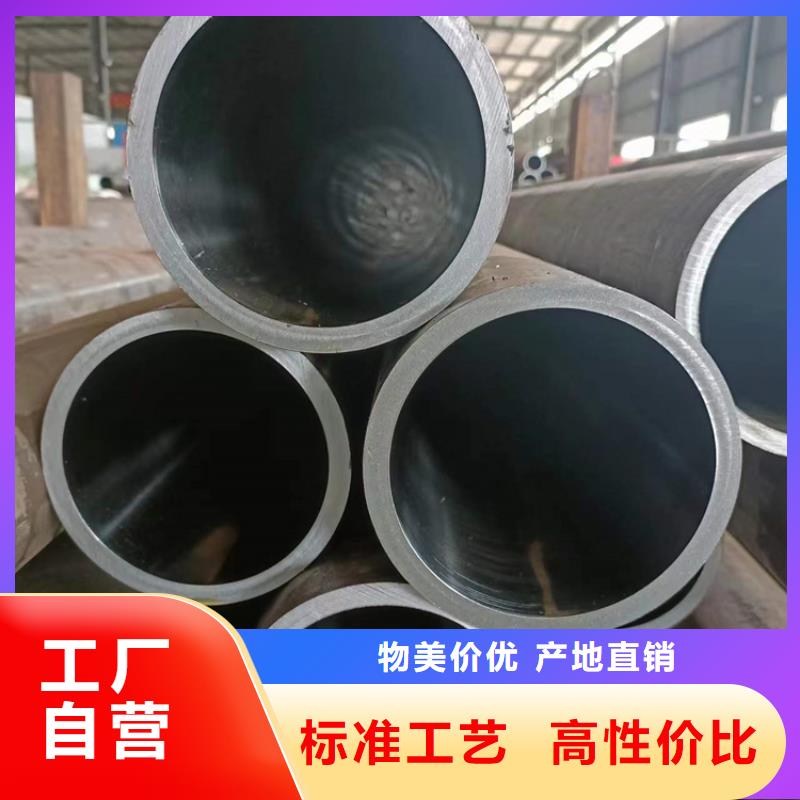
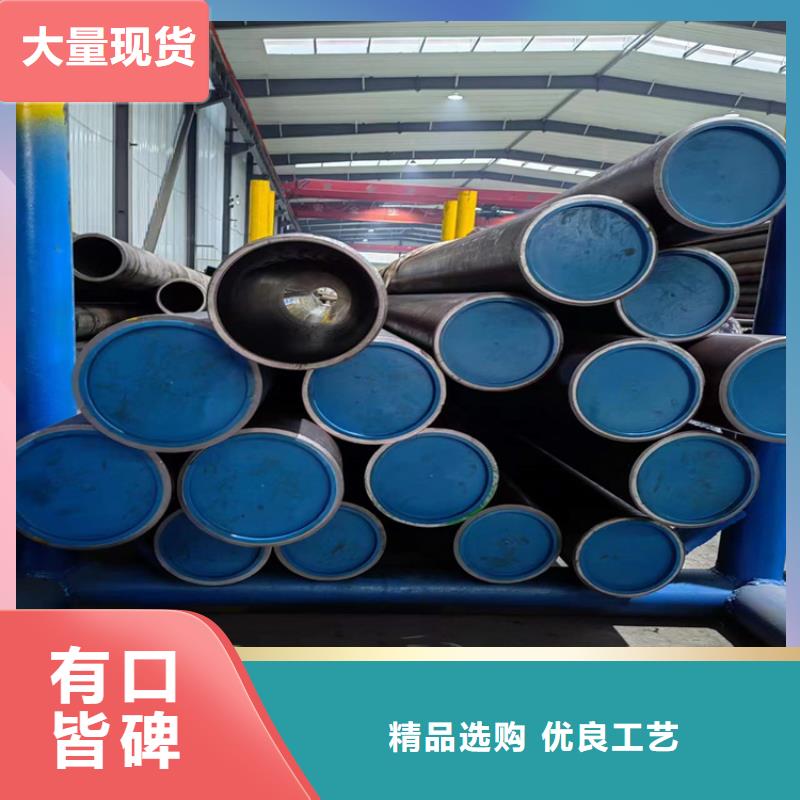
安徽池州企業(yè)旺旺珩磨管絎磨管油缸管不絎磨管屬于高精密的鋼管材料,集外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等優(yōu)點(diǎn)于一體。主要適用于機(jī)械加工,汽車行業(yè)。絎磨管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密鋼管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等優(yōu)點(diǎn),所以主要用來生產(chǎn)氣動(dòng)或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無縫管。絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。



安徽池州企業(yè)旺旺珩磨管絎磨管油缸管安徽池州企業(yè)旺旺珩磨管絎磨管油缸管應(yīng)判明優(yōu)質(zhì)精密絎磨管的工作條件和外圍環(huán)境是否正常;同時(shí)還需要弄清楚故障的性質(zhì),是設(shè)備機(jī)械部分或電器控制部分故障,還是優(yōu)質(zhì)精密絎磨管本身的故障?另外,還需檢查清楚優(yōu)質(zhì)精密絎磨管各種條件是否符合正常運(yùn)行的要求。厚壁絎磨管精度高,內(nèi)孔精度H7-H10,內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。大口徑絎磨管,絎磨管廠的檢測(cè)和維護(hù)大口徑絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果油缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口徑絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦法。


安徽池州企業(yè)旺旺珩磨管絎磨管油缸管精密絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr精密絎磨管的推廣應(yīng)用對(duì)節(jié)約鋼材,提高加工工效,減少加工工序或設(shè)備投資有重要意義,可以節(jié)約 費(fèi)用和加工工時(shí),提高生產(chǎn)量和材料利用率,同時(shí)有利于提高產(chǎn)品質(zhì)量,降低成本,對(duì)提高經(jīng)濟(jì)效益有重要意義。選用滾壓油缸管的注意事項(xiàng)1、滾壓油缸管壓力選擇是否正確,對(duì)滾壓后表面粗糙度、尺寸、精度都有影響。一般情況下,滾壓油缸管力增加,表面粗糙度提高。但是滾壓力增加到一定程度,表面粗糙度不再提高。如繼續(xù)增加,滾壓表面開始惡化,甚至出現(xiàn)裂紋。2、提高工件表面粗糙度,采用滾壓加工效果 。在預(yù)加工粗糙度達(dá)Ra1.6時(shí),只要過盈量合適,粗糙度可達(dá)Ra0.2以上。但當(dāng)預(yù)加工粗糙度只有Ra6.4~Ra3.2,加工表面有振動(dòng)亂刀紋時(shí),那么較深的刀紋不能被滾壓光,這只有增加過盈量再次滾壓。如果孔的橢圓度和錐度過大,滾壓后上述缺陷仍然存在,同時(shí)粗糙度大。因此,預(yù)加工表面 小于Ra3.2,幾何精度在一、二級(jí)以上,能獲得小的粗糙度,較理想的精度。3、滾壓油缸管材料軟,塑性大,容易被滾壓光。隨著塑性降低,硬度的提高, 變形量隨之減少。一般來說鋼和銅的滾壓效果較好,鑄鐵的效果較差。可鍛鐵,球墨鑄鐵比灰口鑄鐵的滾壓效果要好。滾壓鑄鐵件時(shí),當(dāng)鑄件的材料硬度不均勻時(shí),被滾壓表面的缺陷(氣孔、砂眼等)會(huì)馬上顯露出來。因此,當(dāng)鑄件表面缺隱較多,質(zhì)量較差時(shí)不宜采用滾壓工藝。4、滾壓油缸管過盈量的大小對(duì)表面粗糙度和幾何精度的影響很大。通過試驗(yàn)得知,合理的滾壓過盈量為0.027~0.036mm,此時(shí)得到的表面粗糙度為小。 過盈量受多種因素的影響,因此 過盈量的確定要根據(jù)具體條件多次試驗(yàn)來確定。滾壓工具通常有滾珠、圓柱形滾柱、圓錐形滾柱、滾輪等。但用滾珠作為變形構(gòu)件可降低整個(gè)滾壓工具成本。而且滾珠的精度高,硬度高,與工件接觸面小,用較小的滾壓力,較小的過盈量可獲得較高的壓強(qiáng),較小的粗糙度。而且滾珠的使用壽命長(zhǎng),不易磨損,價(jià)格便宜,易更換。



點(diǎn)擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
