

我們的直縫管3PE防腐鋼管從廠家買售后有保障視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:內蒙古赤峰直縫管3PE防腐鋼管從廠家買售后有保障的圖文介紹

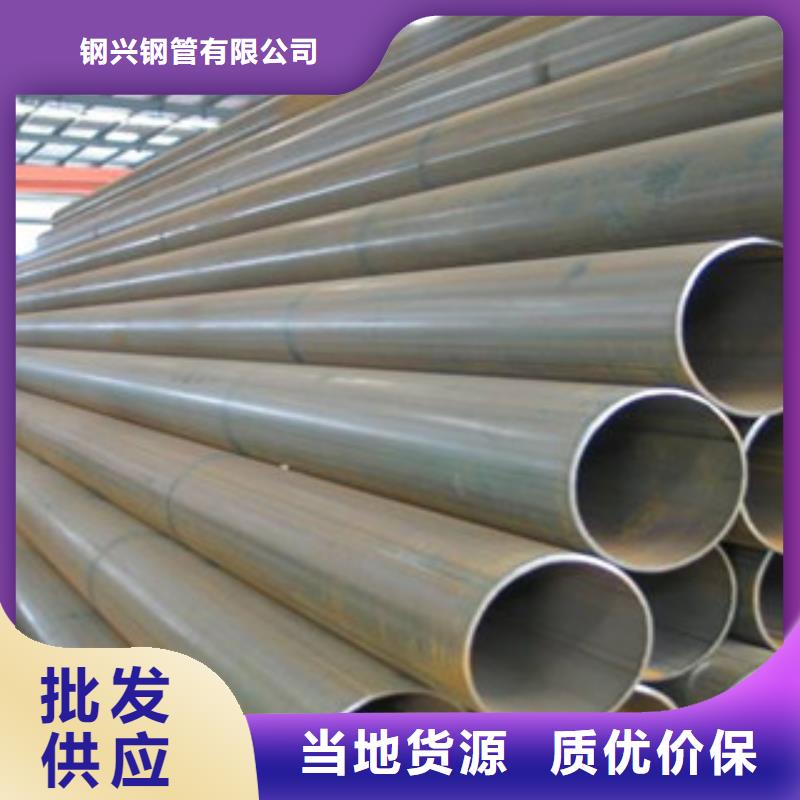
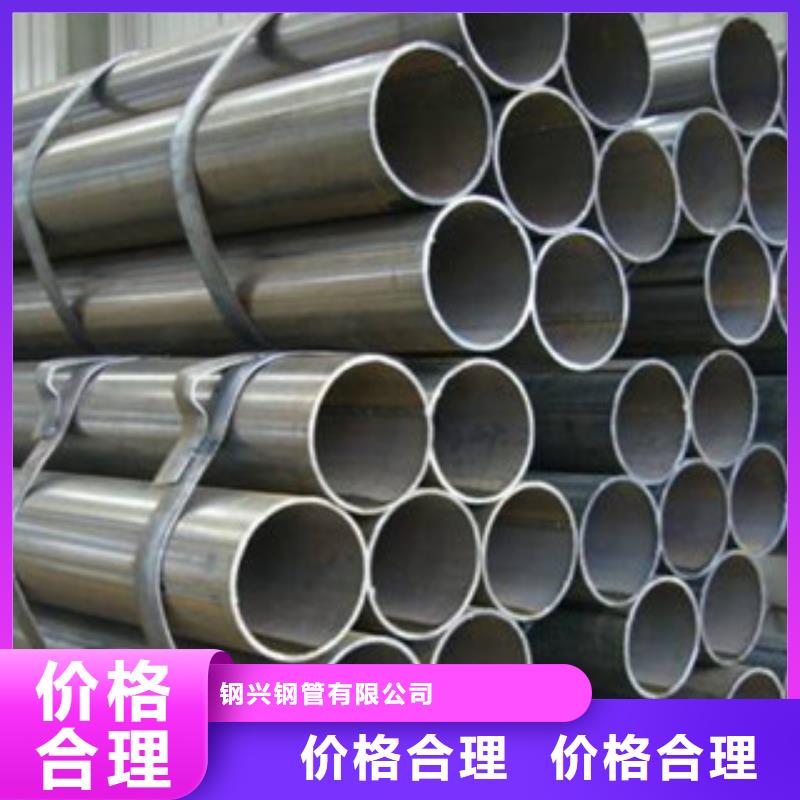
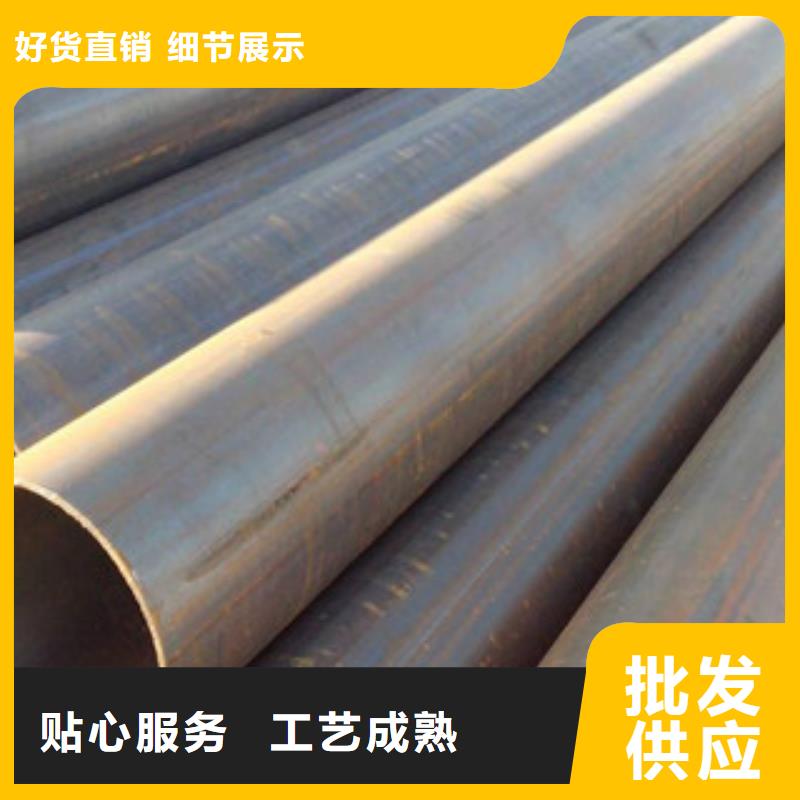
直縫管是指焊縫與鋼管縱向平行的鋼管。一般也稱為直縫焊管或直縫鋼管。直縫管是通過高頻焊接機組將一定規格的長條形鋼帶卷制并采用直縫焊接而成。直縫管規格用公稱口徑表示,按壁厚可分為薄壁直縫管和厚壁直縫管兩種。按形狀可分為圓形、方形或異形管等。
直縫管一般采用高頻焊接,高頻焊接是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優點,因此在鋼管的生產中受到廣泛的應用。根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從而達到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。
直縫管一般采用高頻焊接,高頻焊接是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優點,因此在鋼管的生產中受到廣泛的應用。根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從而達到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。


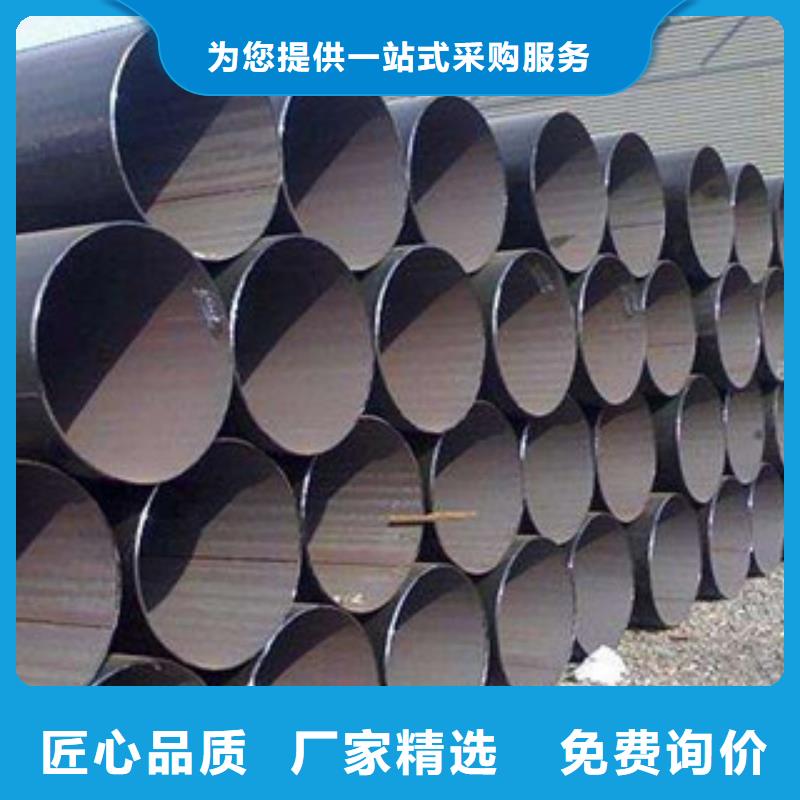
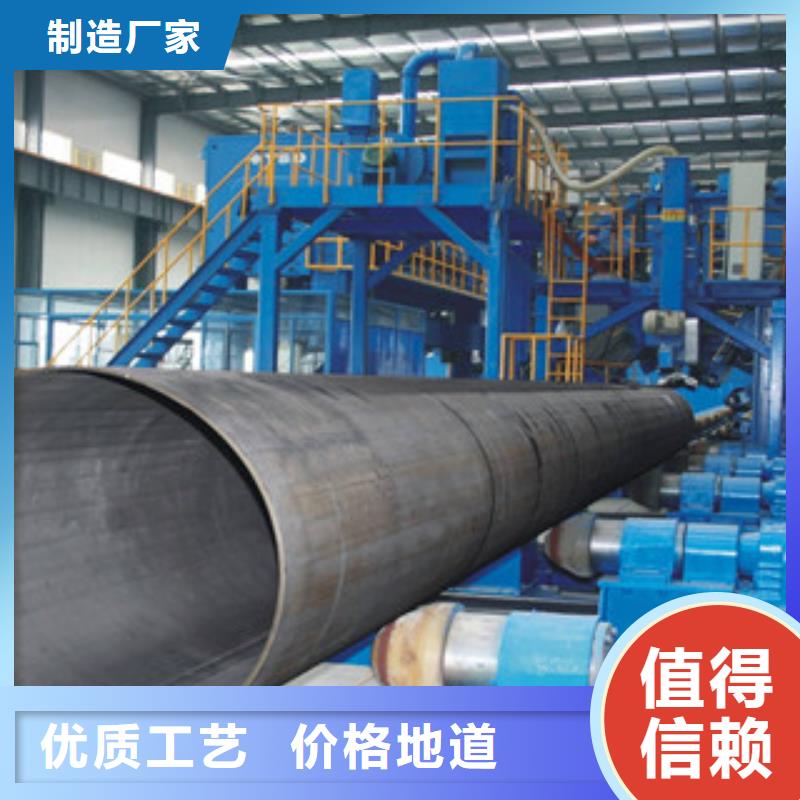
大口徑厚壁直縫管的材質主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口徑厚壁直縫管的主要生產流程為板探-銑邊-預彎邊成型-預焊-內焊-外焊-超聲波檢驗-X射線檢查-擴徑-水壓試驗-倒棱-超聲波檢驗。采用的是埋弧焊焊接工藝。埋弧焊是一種電弧在焊劑層下燃燒進行焊接的方法。當焊絲確定以后配套用的焊劑則成為關鍵材料,它直接影響焊縫金屬的力學性能、抗裂性能、焊接缺陷發生率及焊接生產率等。不同材質的管材需要不同的焊絲進行配套使用。埋弧焊是當今生產效率較高的機械化焊接方法之一,它的全稱是埋弧自動焊,又稱焊劑層下自動電弧焊。大口徑厚壁直縫管的外徑以d表示,L表示長度。



影響大直徑直縫埋弧焊管全長機械擴徑質量的因素有很多,其中與擴徑成型質量直接相關的關鍵因素有擴徑率、軸向重疊量、扇形塊的數目和邊緣圓角、扇形塊與鋼管內壁間的摩擦與潤滑、鋼管的形狀誤差、擴脹速度以及擴徑機的矯直設置等。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。


“追求品質,不忘初心”是鋼興鋼管 (赤峰市分公司)一貫堅持的產品理念。目前,鋼興鋼管 (赤峰市分公司)達成長期戰略合作的原料供應工廠,不僅能夠保障原材料的供應,更能從源頭上確保用料的。從原料進庫到產品出廠,各個環節,各個部門都有規范的管理和專人負責,鋼興鋼管 (赤峰市分公司)生產的所有 20G無縫鋼管產品均采用環保材料, 20G無縫鋼管制作工藝均符合歐美標準,關注消費者關注的,我們一直在努力!


