
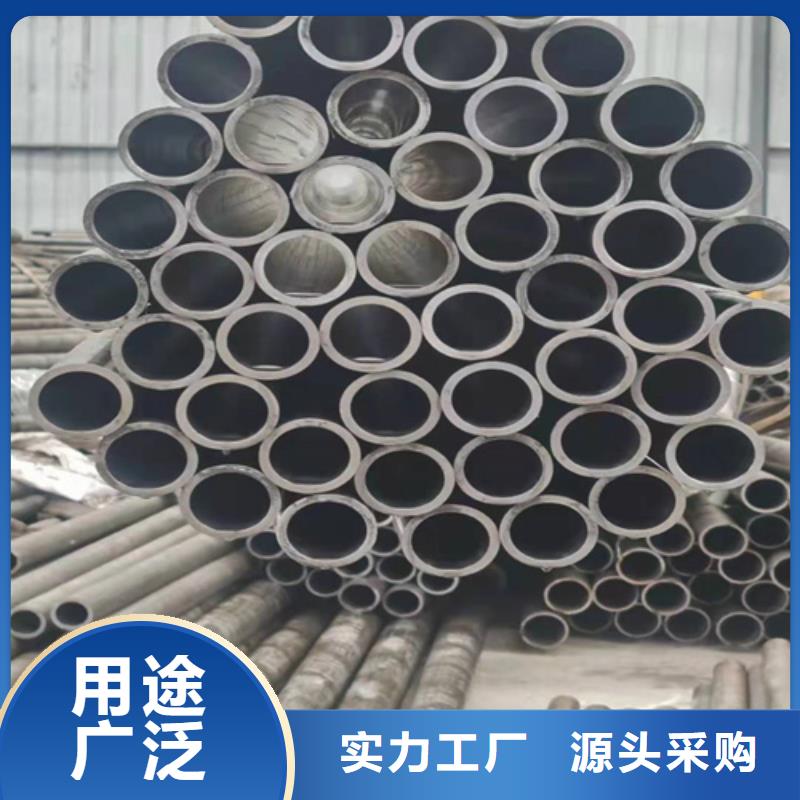



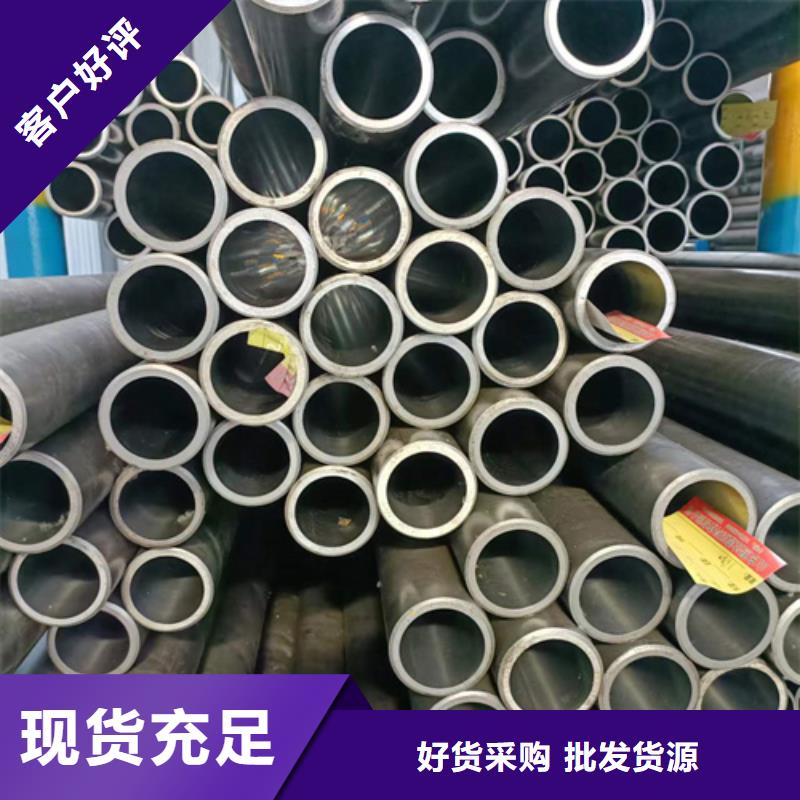

內蒙古赤峰大口徑汽缸管庫存充足 <赤峰>九冶管業有限公司
怎樣修復珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2、優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內孔缺陷清理珩磨管的基本構成液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。

珩磨管的布置要求珩磨管有別于普通的管材,因此不管是它的加工方式,還是管路布置,都有非常特殊的要求。圍繞著這兩方面的內容進行詳細的描述,以便于使珩磨管的功效得到充分的發揮。珩磨管實質上是一種經過特殊處理的高精密無縫鋼管,其良好的性能使得它在各個領域中都有不錯的使用效果。珩磨管在布置的時候,不管是排列還是走向都應該整齊一致,而且應層次分明。盡量采用水平或垂直的方式進行布置,而且在平行度和垂直度等方面也有嚴格的規定。珩磨管的切割也比較降低,如果直徑是大于50mm的話, 是采用機械加工方法切割,確保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。
<赤峰>九冶管業有限公司 內蒙古赤峰大口徑汽缸管庫存充足 <赤峰>九冶管業有限公司有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。

