



質(zhì)量檢驗(yàn):根據(jù)GB/T3091-2001《低壓流體輸送用焊接鋼管》標(biāo)準(zhǔn)的規(guī)定,鋼管表面質(zhì)量應(yīng)光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過(guò)壁厚負(fù)偏差的劃道、刮傷、焊縫錯(cuò)位、燒傷和結(jié)疤等輕缺陷存在。允許焊縫處壁厚增厚和內(nèi)縫焊筋存在。直縫管應(yīng)做機(jī)械性能試驗(yàn)和壓扁試驗(yàn)以及擴(kuò)口試驗(yàn),并要達(dá)到標(biāo)準(zhǔn)規(guī)定的要求。鋼管應(yīng)能承受一定的內(nèi)壓力,必要時(shí)進(jìn)行2.5Mpa壓力試驗(yàn),保持一分鐘無(wú)滲漏。允許用渦流探傷的方法代替水壓試驗(yàn)。
渦流探傷按GB/T7735-2004《鋼管渦流探傷檢驗(yàn)方法》標(biāo)準(zhǔn)執(zhí)行。渦流探傷方法是將探頭固定在機(jī)架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運(yùn)動(dòng)對(duì)焊縫進(jìn)行的掃查,探傷號(hào)經(jīng)渦流探傷儀的自動(dòng)處理和自動(dòng)分選,達(dá)到探傷的目的。探傷后的焊管用飛鋸按規(guī)定長(zhǎng)度切斷,經(jīng)翻轉(zhuǎn)架下線。鋼管兩端應(yīng)平頭倒角,打印標(biāo)記,成品管用六角形捆扎包裝后出廠。


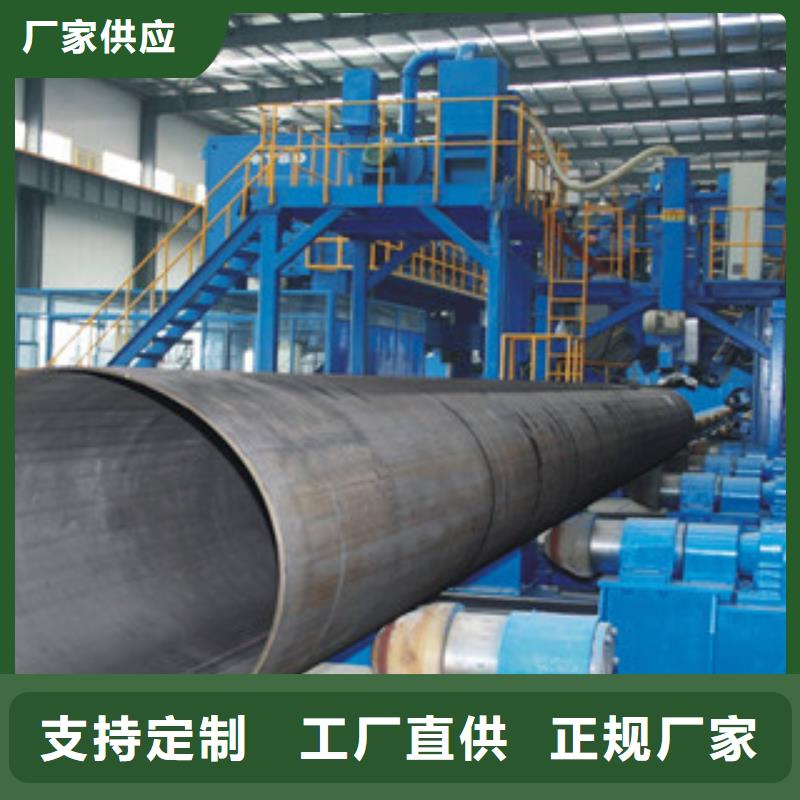
將管坯彎曲成管筒狀,當(dāng)前端形成圓形時(shí),后端仍為平面,因而帶鋼前端形成的圓斷面將與垂直于帶鋼縱長(zhǎng)的平面傾斜一個(gè)角度a。為了使帶鋼由平面連續(xù)成型為圓管狀,帶鋼管坯的邊緣在成型過(guò)程中就受到了拉伸作用。成型變形區(qū)L越長(zhǎng),則a就越小,邊緣的拉伸變形也就越小。反之帶鋼邊緣的拉伸變形就越大。當(dāng)拉伸應(yīng)力很大或拉伸變形很大時(shí),在外力后變形不能全部,以致于產(chǎn)生較大的殘余變形,成型后的管筒就會(huì)在邊緣處產(chǎn)生波浪彎,從而影響到焊縫質(zhì)量。因此我們?cè)谥贫ǔ尚凸に嚂r(shí),首先應(yīng)考慮帶鋼邊緣在成型過(guò)程中產(chǎn)生小的拉伸,不至于產(chǎn)生殘余變形。



1、焊縫檢查
焊接工序完成后,要檢查焊縫的外觀,一般來(lái)說(shuō),鋼管焊縫的表面應(yīng)該是光滑的,不得有裂紋,此外,焊縫的融合狀況也是檢驗(yàn)焊縫的一個(gè)標(biāo)準(zhǔn),如果焊縫上有氣孔、夾渣等,則證明焊縫的融合狀況不理想,即焊縫存在缺陷。
2、焊縫缺陷形成原因分析
焊縫缺陷的形成原因有很多方面,主要有: ,焊接時(shí),未將兩個(gè)工件焊透,這很大程度上時(shí)由于焊接物表面有雜質(zhì),或者是焊接物開(kāi)日太大以及焊接的速度過(guò)快等原因形成的。第二,氣孔,焊接時(shí)的速度和電流大小都對(duì)氣孔的形成有影響,焊條沒(méi)有擺正方位也會(huì)造成焊接氣孔的產(chǎn)生。第三,在焊縫中,如果存在一些化學(xué)雜質(zhì)如磷、硫等,會(huì)形成焊縫,并且,焊接時(shí)熱力太過(guò)幾種,焊接完成后冷卻過(guò)快都會(huì)造成工藝缺陷。


鋼興鋼管 有限公司(赤峰分公司)現(xiàn)在將以客戶為關(guān)注焦點(diǎn),堅(jiān)持“以可持續(xù)發(fā)展為導(dǎo)向,創(chuàng)新求實(shí);以滿足 20G無(wú)縫鋼管客戶為永遠(yuǎn)追求,信譽(yù)至上”的企業(yè)宗旨,開(kāi)拓創(chuàng)新,在合作中不斷進(jìn)取,與時(shí)俱進(jìn),加強(qiáng)改進(jìn),開(kāi)創(chuàng)更加輝煌的明天。 經(jīng)營(yíng)理念:以人為本,開(kāi)拓創(chuàng)新,持續(xù)改進(jìn),追求卓越。 質(zhì)量方針:弘揚(yáng)品質(zhì)精神,構(gòu)建完善的 20G無(wú)縫鋼管質(zhì)量管理體系,把品質(zhì)戰(zhàn)略貫穿于公司工作的各個(gè)細(xì)節(jié)中。


