服務(wù)熱線:17306359888
聯(lián)系我們

您可能對赤峰本地以下產(chǎn)品新聞也感興趣
更新時間:2025-01-30 00:29:19 瀏覽次數(shù):3 公司名稱:聊城 航蕭管件有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運費說明 | 協(xié)商 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號 | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領(lǐng)域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |



型材拉彎廠家-歡迎新老客戶來電咨詢
全自動彎管機應(yīng)該按照正確的方式來操作
每一款機械設(shè)備都有其相應(yīng)的使用方式,在使用時,都不應(yīng)該按照自己的喜好。我們在使用全自動彎管機的時候,也應(yīng)該按照正確的順序來操作。
在對全自動彎管機進行使用之前,一定要先讓機床進行良好的接地,否則機器可能會因此發(fā)生傾斜或者出現(xiàn)更嚴重的機器故障。
另外,要及時檢查彎管機的彎頭和彎管。在用過一段時間之后,彎頭和彎管可能會比較臟,因此要及時對其進行各個方面且細致的清洗,并注意通風,將其放在通風干燥處晾干。里面的灰塵和污垢也應(yīng)該及時進行清理,這樣在使用時設(shè)備才有可能正常的工作。
還需要格外注意的一點是,彎頭的介質(zhì)是順著閥瓣流向上的,因此彎管機的彎頭和彎管只能夠以水平的方式進行安裝,不能垂直安裝。
另外,在對全自動彎管機進行檢查時,應(yīng)先切斷電源,不能在機器通電的情況下進行檢查和維修。
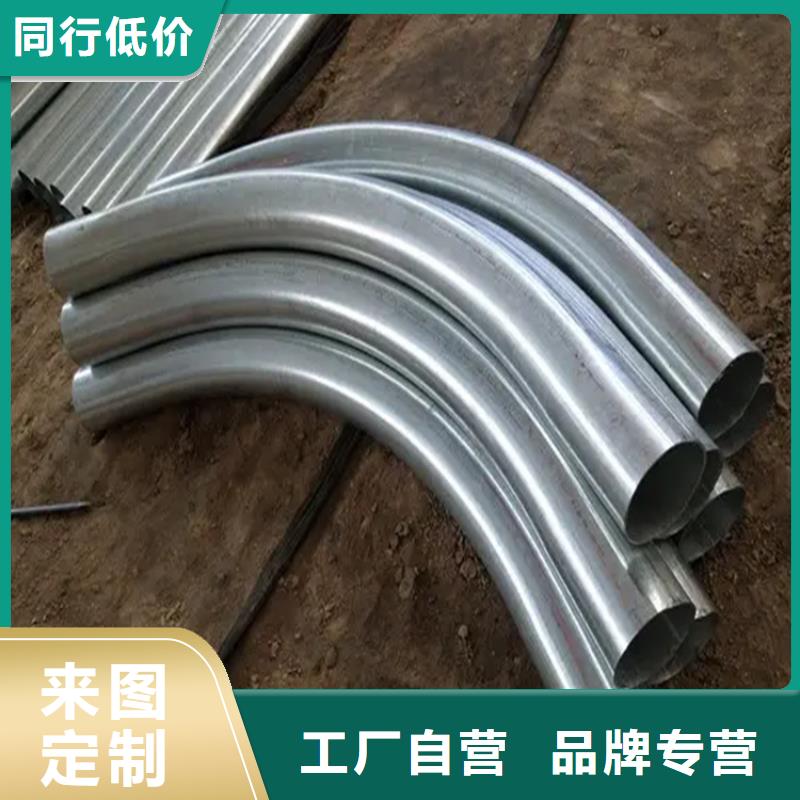
 擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)、
擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)、
 航蕭管件
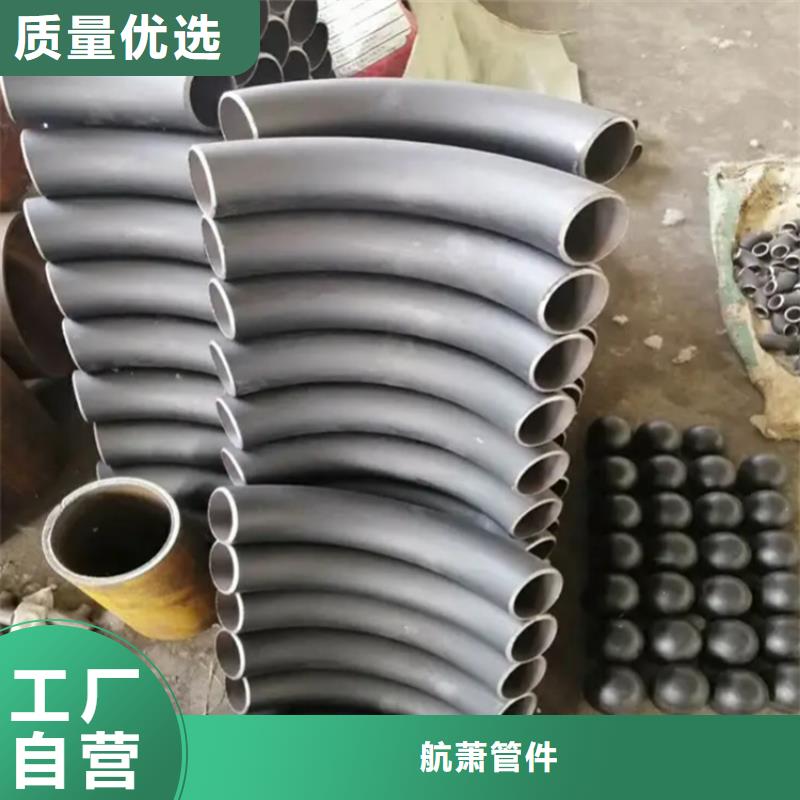
彎頭的分類你了解多少呢眾所周知,管道的方向一般由彎頭控制。那么彎頭的分類是什么?今天,我想向大家介紹一下彎頭的分類。
彎頭是熱水器安裝中常見的連接管。它用于連接和改變彎管處的管道方向。其他名稱:直角彎頭、焊接彎頭、45度角彎頭、180度直角、沖壓彎頭、機械彎頭等。
用途:連接兩個公稱直徑相同或不同的管道,使管道以90度、45度、180度和一些特定的角度轉(zhuǎn)換方向。在我們的日常生活中,90度45度180度的彎管隨處可見。事實上,彎頭有特殊的角度,但是很少有特殊的角度。可鍛鑄鐵管件,主要用于供熱、水和燃氣管道及管道。壓制彎頭,又稱無縫彎頭。這種彎頭由優(yōu)質(zhì)碳鋼、耐酸不銹鋼和低合金鋼無縫鋼管等制成。在特殊模具中壓制成型。一般來說,無縫鋼管是由專業(yè)設(shè)備制造商或加工廠通過沖壓生產(chǎn)制造的。出廠時應(yīng)在彎頭兩端加工凹槽。
彎曲半徑和公稱直徑為1.5倍,特殊情況下彎曲半徑可等于彎頭公稱直徑。該范圍與無縫鋼管的壁厚一致.。
沖壓焊接彎頭是將板材通過模具沖壓成半環(huán)彎頭。然后將兩個半環(huán)組裝焊接成型。
在公稱直徑尺寸范圍內(nèi),使用彎曲半徑為200毫米或以上的無縫管彎頭。
有兩種生產(chǎn)方法:
一種是在用于植物材料的鋼板上,經(jīng)過切割和滾壓焊接到多個輥管支撐板上。
另一種是用管材下料,采用組焊工藝成型。規(guī)格一般在200毫米以上。環(huán)境溫度不應(yīng)高于200,一般企業(yè)施工人員均可生產(chǎn)。彎頭高壓,優(yōu)質(zhì)低碳鋼或鍛造合金鋼。
根據(jù)不同管道的連接結(jié)構(gòu)。彎頭兩端加工成螺紋或凹槽,加工精度很高。要求管口螺紋和法蘭螺紋緊密相連,配套企業(yè)可以自由擰入,不松動。壓力為22.0和32.0MPa的石化管道,DN6200.通用規(guī)格范圍。
彎管生產(chǎn)的技術(shù)要求:
需要控制曲率半徑。例如,如果半徑長度為1.5D。曲率半徑必須在要求的公差范圍內(nèi)。由于這些管道大部分用于焊接,為了提高焊接質(zhì)量。端部傾斜一定的角度和一定的邊緣,這也是很嚴格的。它指定邊的數(shù)量、角度和偏差范圍。以及比管件更厚的幾何圖形。彎管的表面質(zhì)量和機械性能與管道基本相同。為了便于焊接,連接管應(yīng)由相同的鋼制成。
航蕭管件
彎頭的分類你了解多少呢眾所周知,管道的方向一般由彎頭控制。那么彎頭的分類是什么?今天,我想向大家介紹一下彎頭的分類。
彎頭是熱水器安裝中常見的連接管。它用于連接和改變彎管處的管道方向。其他名稱:直角彎頭、焊接彎頭、45度角彎頭、180度直角、沖壓彎頭、機械彎頭等。
用途:連接兩個公稱直徑相同或不同的管道,使管道以90度、45度、180度和一些特定的角度轉(zhuǎn)換方向。在我們的日常生活中,90度45度180度的彎管隨處可見。事實上,彎頭有特殊的角度,但是很少有特殊的角度。可鍛鑄鐵管件,主要用于供熱、水和燃氣管道及管道。壓制彎頭,又稱無縫彎頭。這種彎頭由優(yōu)質(zhì)碳鋼、耐酸不銹鋼和低合金鋼無縫鋼管等制成。在特殊模具中壓制成型。一般來說,無縫鋼管是由專業(yè)設(shè)備制造商或加工廠通過沖壓生產(chǎn)制造的。出廠時應(yīng)在彎頭兩端加工凹槽。
彎曲半徑和公稱直徑為1.5倍,特殊情況下彎曲半徑可等于彎頭公稱直徑。該范圍與無縫鋼管的壁厚一致.。
沖壓焊接彎頭是將板材通過模具沖壓成半環(huán)彎頭。然后將兩個半環(huán)組裝焊接成型。
在公稱直徑尺寸范圍內(nèi),使用彎曲半徑為200毫米或以上的無縫管彎頭。
有兩種生產(chǎn)方法:
一種是在用于植物材料的鋼板上,經(jīng)過切割和滾壓焊接到多個輥管支撐板上。
另一種是用管材下料,采用組焊工藝成型。規(guī)格一般在200毫米以上。環(huán)境溫度不應(yīng)高于200,一般企業(yè)施工人員均可生產(chǎn)。彎頭高壓,優(yōu)質(zhì)低碳鋼或鍛造合金鋼。
根據(jù)不同管道的連接結(jié)構(gòu)。彎頭兩端加工成螺紋或凹槽,加工精度很高。要求管口螺紋和法蘭螺紋緊密相連,配套企業(yè)可以自由擰入,不松動。壓力為22.0和32.0MPa的石化管道,DN6200.通用規(guī)格范圍。
彎管生產(chǎn)的技術(shù)要求:
需要控制曲率半徑。例如,如果半徑長度為1.5D。曲率半徑必須在要求的公差范圍內(nèi)。由于這些管道大部分用于焊接,為了提高焊接質(zhì)量。端部傾斜一定的角度和一定的邊緣,這也是很嚴格的。它指定邊的數(shù)量、角度和偏差范圍。以及比管件更厚的幾何圖形。彎管的表面質(zhì)量和機械性能與管道基本相同。為了便于焊接,連接管應(yīng)由相同的鋼制成。
 于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。
2、關(guān)于備料長度:一般情況下備料應(yīng)是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。備料長度=弧長+2.1t,當然具體備料長度可以根據(jù)實際情況考慮套裁,以便節(jié)省工藝段。
3、關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長在實際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。
4、關(guān)于材料每支彎曲弧長的要求:通常情況下不應(yīng)超過弧度角180度。
5、關(guān)于材料硬度狀態(tài)的要求:當型材彎曲的伸長率滿足變形量要求時應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標準為e≥8%;e=t/R內(nèi)×=(R外-R內(nèi))÷R內(nèi)×否則應(yīng)選擇To~T4狀態(tài)。當然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。
6、關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應(yīng)適當做表面保護。
于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。
2、關(guān)于備料長度:一般情況下備料應(yīng)是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。備料長度=弧長+2.1t,當然具體備料長度可以根據(jù)實際情況考慮套裁,以便節(jié)省工藝段。
3、關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長在實際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。
4、關(guān)于材料每支彎曲弧長的要求:通常情況下不應(yīng)超過弧度角180度。
5、關(guān)于材料硬度狀態(tài)的要求:當型材彎曲的伸長率滿足變形量要求時應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標準為e≥8%;e=t/R內(nèi)×=(R外-R內(nèi))÷R內(nèi)×否則應(yīng)選擇To~T4狀態(tài)。當然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。
6、關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當然為方便運輸和安裝應(yīng)適當做表面保護。


