
為了給您提供更的直縫管3PE防腐鋼管從廠家買售后有保障產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:直縫管3PE防腐鋼管從廠家買售后有保障的圖文介紹
鋼興鋼管 (赤峰市分公司)創建于2008年10月,廠家位于經濟繁華的風化店鄉后棗園工業區,地理位置優越,交通十分便捷。廠家經過幾年來的艱苦創業與誠信經營,現擁有一套完善的生產【20G無縫鋼管】管理體系與健全的銷售網絡。



JCOE(壓模成型)工藝:
制備后的鋼板運往模壓機,由操作機將鋼板移至壓型工位,由一個有弧形的模具壓頭經一系列步驟壓成管體。
水壓機由兩臺操作機進行操作,先壓制一邊形成半圓,即“J”形,再由第二臺操作機將鋼板換位,進行另一半邊的壓彎成型。壓模的厚度影響開口管體的圓度,厚度 保持小。板邊滾壓與三輥工藝類似。
C壓力成型工藝:
C壓力成型工藝是法國逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一種生產大直縫焊管的有效方法,尤其是易于生產厚壁鋼管。
成型依賴于高的控制精度和大的壓力。鋼板經輥式彎邊機預彎邊以后,送往C壓力成型機,同樣有兩臺操作機工悵在 臺C壓力機上成型鋼板的一半,接著在另一臺壓力機上成型另一半,也就是先壓成“C形,再壓成“O"形,使之形成一個開口的圓形管體。工具與壓板均有液壓墊并穩定壓制小的弧度,同時在全長上保證整齊。
制備后的鋼板運往模壓機,由操作機將鋼板移至壓型工位,由一個有弧形的模具壓頭經一系列步驟壓成管體。
水壓機由兩臺操作機進行操作,先壓制一邊形成半圓,即“J”形,再由第二臺操作機將鋼板換位,進行另一半邊的壓彎成型。壓模的厚度影響開口管體的圓度,厚度 保持小。板邊滾壓與三輥工藝類似。
C壓力成型工藝:
C壓力成型工藝是法國逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一種生產大直縫焊管的有效方法,尤其是易于生產厚壁鋼管。
成型依賴于高的控制精度和大的壓力。鋼板經輥式彎邊機預彎邊以后,送往C壓力成型機,同樣有兩臺操作機工悵在 臺C壓力機上成型鋼板的一半,接著在另一臺壓力機上成型另一半,也就是先壓成“C形,再壓成“O"形,使之形成一個開口的圓形管體。工具與壓板均有液壓墊并穩定壓制小的弧度,同時在全長上保證整齊。



直縫埋弧焊管以其性能優、尺寸精度高等特點,適用于自然條件惡劣的三、四類地區。目前,國產直縫焊管的焊縫余高普遍偏高,對鋼管生產、使用造成不利影響。因此,研究如何降低焊縫余高,對控制焊縫質量,降低生產成本、焊管后期使用中的隱患等具有一定的現實意義。
焊縫余高控制不當,造成的不利影響具體表現為以下幾個方面:①焊縫余高過高會加大焊接材料的消耗,增加人工修磨成本。焊接時,焊接材料用于填充坡口及形成焊縫余高,壁厚越薄,則坡口尺寸越小,焊縫余高所占填充金屬的比例就越大。對壁厚10 mm以下的鋼管,余高所占焊縫金屬填充材料的比例在70%以上,降低焊縫余高可大幅度節約焊接材料,節約人工修磨成本;②焊縫余高過高會增加防腐成本,降低防腐質量。過高的焊縫余高使防腐層在焊縫頂部明顯減薄,不僅大幅度增加了防腐涂料的消耗量,并且降低了焊縫附近防腐層的附著性,管線服役中易產生剝離;③焊縫余高過高會增加鋼管的質量隱患。焊趾是鋼管應力、應變集中及組織弱化區,焊縫余高過大,增大了焊趾處的應力集中系數,易誘發徑向裂紋等缺陷。由于無損檢測條件的限制,當焊趾處幾何形狀不規則時,容易使淺表層的擴徑裂紋被漏檢,對鋼管的后期使用帶來隱患。
焊縫余高控制不當,造成的不利影響具體表現為以下幾個方面:①焊縫余高過高會加大焊接材料的消耗,增加人工修磨成本。焊接時,焊接材料用于填充坡口及形成焊縫余高,壁厚越薄,則坡口尺寸越小,焊縫余高所占填充金屬的比例就越大。對壁厚10 mm以下的鋼管,余高所占焊縫金屬填充材料的比例在70%以上,降低焊縫余高可大幅度節約焊接材料,節約人工修磨成本;②焊縫余高過高會增加防腐成本,降低防腐質量。過高的焊縫余高使防腐層在焊縫頂部明顯減薄,不僅大幅度增加了防腐涂料的消耗量,并且降低了焊縫附近防腐層的附著性,管線服役中易產生剝離;③焊縫余高過高會增加鋼管的質量隱患。焊趾是鋼管應力、應變集中及組織弱化區,焊縫余高過大,增大了焊趾處的應力集中系數,易誘發徑向裂紋等缺陷。由于無損檢測條件的限制,當焊趾處幾何形狀不規則時,容易使淺表層的擴徑裂紋被漏檢,對鋼管的后期使用帶來隱患。


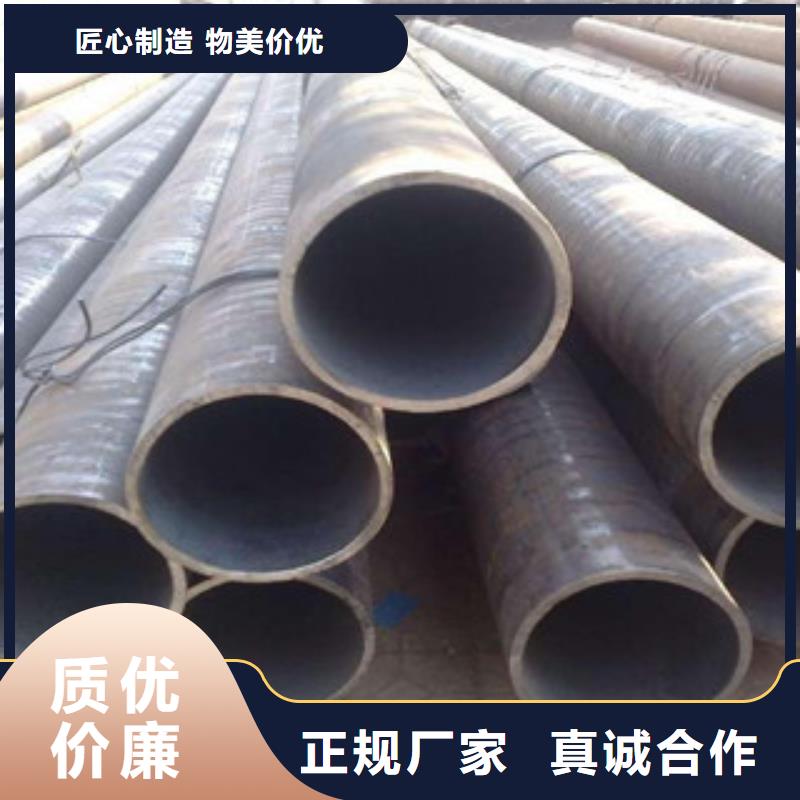
直逢焊鋼管與螺旋焊鋼管有什么不同?
螺旋焊接鋼管螺旋焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。按焊接方法不同
可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械 制造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋焊接鋼管螺旋焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。按焊接方法不同
可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械 制造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。


