

【新品發布,視頻先行!】直縫管3PE防腐鋼管從廠家買售后有保障產品,等你來探!
以下是:直縫管3PE防腐鋼管從廠家買售后有保障的圖文介紹

對大直徑、高輸送壓力、長距離輸送鋼管來說,焊接工藝非常關鍵。從生產工藝上來分,焊接鋼管主要分為電阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直縫雙面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。雖然ERW發展很快,但仍然屬于中小直徑的焊管,例如日本的Φ610mm、Φ660mm ERW生產線,我國2006年在大慶建成的Φ660 mm ERW生產線。目前大直徑焊管仍然要由SSAW和LSAW工藝生產,但是螺旋縫埋弧焊管在工藝上存在一定缺陷。


直縫埋弧焊管
直縫埋弧焊管(LSAW)在我國應用于油氣輸送工程比較晚,但起步迅速,發展步子大,成績顯著。因為它有下列優點:①直縫管成型工藝比較容易,有預焊及精焊,焊接質量比較容易保證;②大口徑厚壁直縫鋼管有全管擴徑工藝,比較容易應力,殘余應力較小;③幾何精度和力學性能較好,質量穩定,可靠性高;④直縫焊管應用廣泛,可以應用于油氣管線,可以用于陸上二、三、四類地區、穿越段及海底管線;⑤可以達到高鋼級≥X120,大壁厚≥40mm。它的局限性有:①直徑一般在≤1422mm,受到板寬的限制;②UOE成型方式投資昂貴,JCOE成型方式適用于中型企業。③直徑≤406mm時,制作上不夠經濟。
直縫埋弧焊管(LSAW)在我國應用于油氣輸送工程比較晚,但起步迅速,發展步子大,成績顯著。因為它有下列優點:①直縫管成型工藝比較容易,有預焊及精焊,焊接質量比較容易保證;②大口徑厚壁直縫鋼管有全管擴徑工藝,比較容易應力,殘余應力較小;③幾何精度和力學性能較好,質量穩定,可靠性高;④直縫焊管應用廣泛,可以應用于油氣管線,可以用于陸上二、三、四類地區、穿越段及海底管線;⑤可以達到高鋼級≥X120,大壁厚≥40mm。它的局限性有:①直徑一般在≤1422mm,受到板寬的限制;②UOE成型方式投資昂貴,JCOE成型方式適用于中型企業。③直徑≤406mm時,制作上不夠經濟。



內蒙古赤峰20G無縫鋼管廠家直銷,庫存充足,規格齊全,歡迎來電咨詢,價格有優惠,誠信至上,滿足你的需求是鋼興鋼管 有限公司不懈的追求!


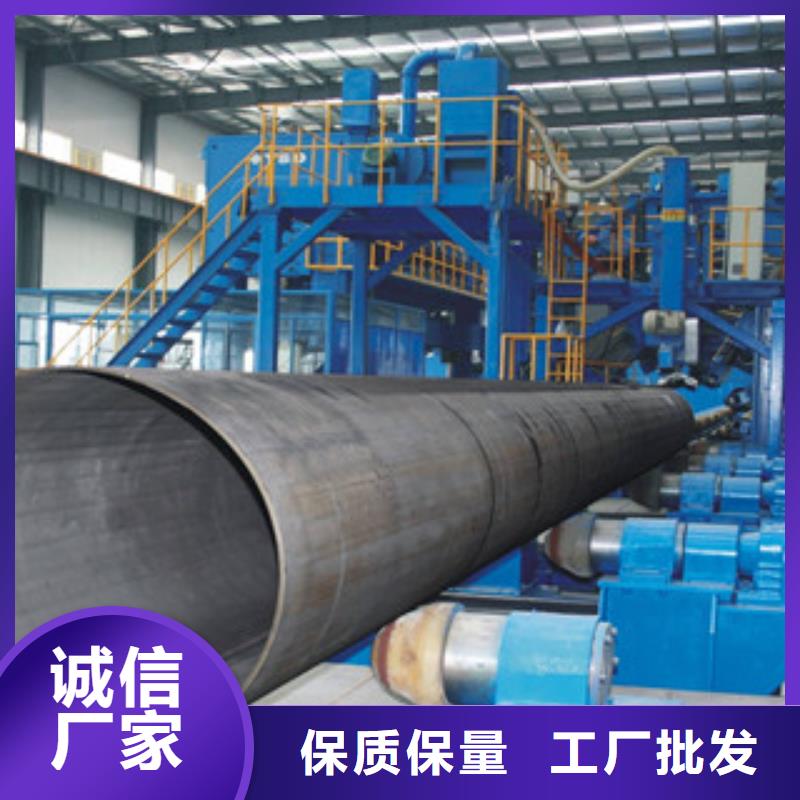
UOE工藝:
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。


