


聯(lián)系我們

資興不銹鋼絎磨管質(zhì)量嚴(yán)格
更新時間:2025-01-26 02:30:52 瀏覽次數(shù):2 公司名稱:聊城 安達(dá)液壓機(jī)械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級 | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產(chǎn)品顏色 | 金屬色 |
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
| 是否進(jìn)口 | 否 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |




湖南省郴州資興不銹鋼絎磨管質(zhì)量嚴(yán)格 <郴州>九冶管業(yè)有限公司
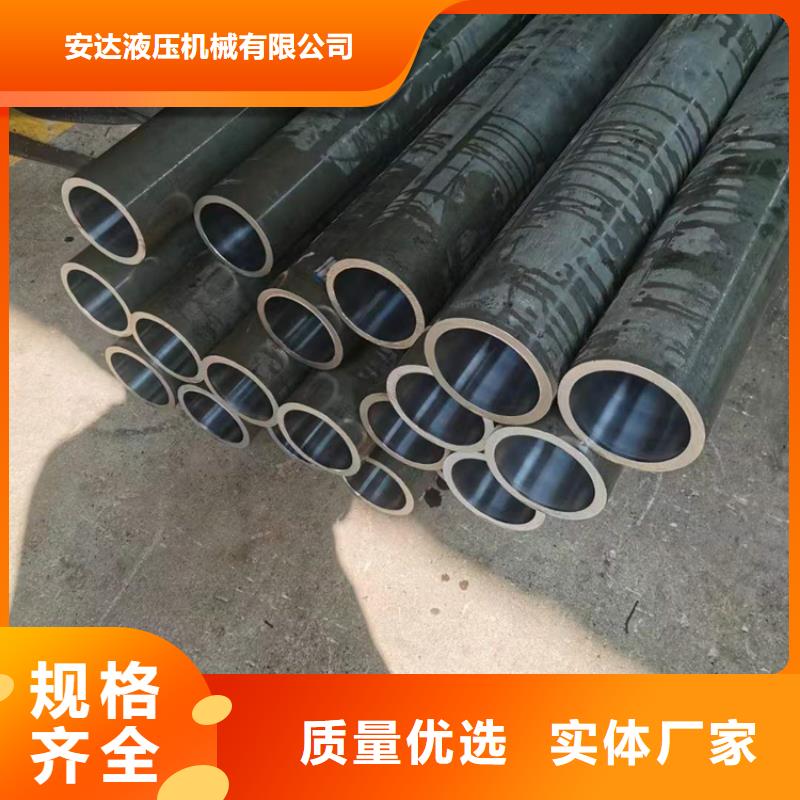
小口徑絎磨管公司生產(chǎn)品種規(guī)格為:內(nèi)徑直徑30mm—300mm,壁厚為2mm—40mm。技術(shù)條件為:內(nèi)孔精度H5—H10,內(nèi)孔粗糙度Ra≤0.63um,直線度≤0.3mm/m小口徑絎磨管是用4~6根砂條組成的珩磨頭對內(nèi)孔進(jìn)行光整加工。珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達(dá)IT5~I(xiàn)T6級,表面粗糙度可達(dá)0.8~0.1μm,并且能修正孔的幾何形狀偏差。為進(jìn)一步提高珩磨生產(chǎn)率,珩磨工藝朝著強(qiáng)力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發(fā)展。珩磨機(jī)油石工作壓力對珩磨切削性能影響很大,直接影響切削效率、珩磨油石磨損量和工件精度與粗糙度。當(dāng)珩磨工作壓力大時,珩磨切削量和珩磨油石磨損量都大,加工精度和表面粗糙度也差。珩磨工作壓力小時,切削量和珩磨油石磨損量都小,加工精度和表面粗糙度則好
量嚴(yán)格")
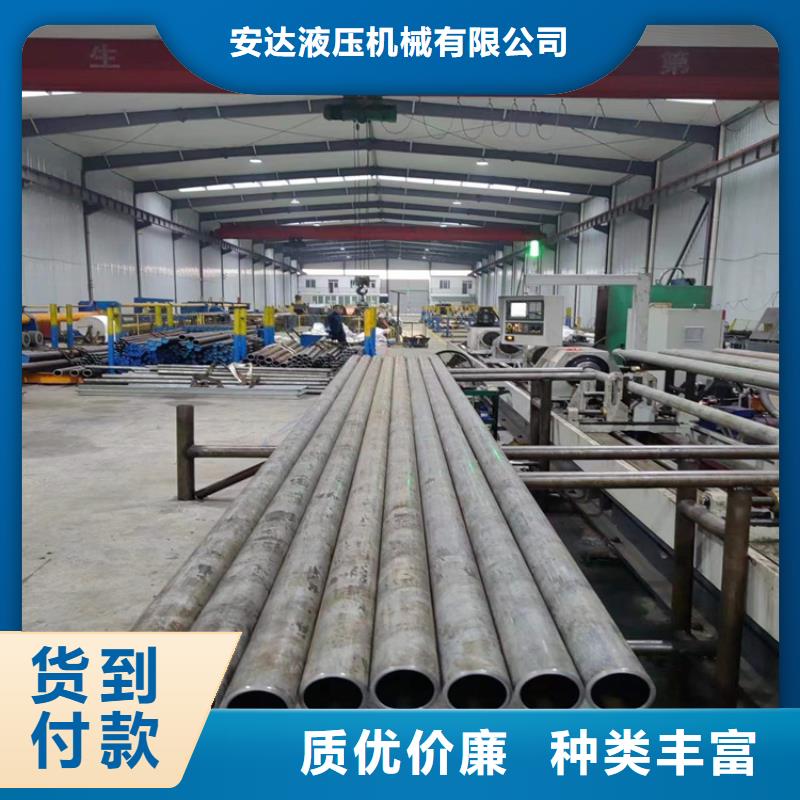
應(yīng)判明優(yōu)質(zhì)精密絎磨管的工作條件和外圍環(huán)境是否正常;同時還需要弄清楚故障的性質(zhì),是設(shè)備機(jī)械部分或電器控制部分故障,還是優(yōu)質(zhì)精密絎磨管本身的故障?另外,還需檢查清楚優(yōu)質(zhì)精密絎磨管各種條件是否符合正常運行的要求。厚壁絎磨管精度高,內(nèi)孔精度H7-H10內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。大口徑絎磨管,絎磨管廠的檢測和維護(hù)大口徑絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果油缸管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口徑絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿足技術(shù)要求,有無縱向拉痕,并測量拉痕深度,采取相應(yīng)解決辦法。
量嚴(yán)格")
絎磨管廠家迅速準(zhǔn)確的判斷故障缸是非常重要的。其快速判斷方法是:將裝載機(jī)動臂落到底,然后啟動發(fā)動機(jī)(機(jī)器處于空擋位置),將動臂操縱桿置于下降位置,加大油門根據(jù)松開動臂缸大腔接口處的漏油情況即可判斷小腔油封的好壞。若大腔接口處漏油比較多,則說明該絎磨管封密封不良或油封損壞;若松開處接口不漏油可漏油很少,則說明該動臂缸小腔油封密封性能較好。大腔油封損壞,就會造成升起的動臂自動下落,其判斷方法與小腔油封判定方法相反。絎磨管廠家也可用此法來判斷裝載機(jī)的翻斗缸或轉(zhuǎn)向缸的某一絎磨管油封以及非對稱式絎磨管筒(如挖掘機(jī)的斗桿缸、鏟斗缸)的某一腔油封的密封情況小口徑絎磨管內(nèi)徑絎磨光潔度多少
湖南省郴州資興不銹鋼絎磨管質(zhì)量嚴(yán)格