

貨報(bào)價(jià)")
貨報(bào)價(jià)")
貨報(bào)價(jià)")
貨報(bào)價(jià)")
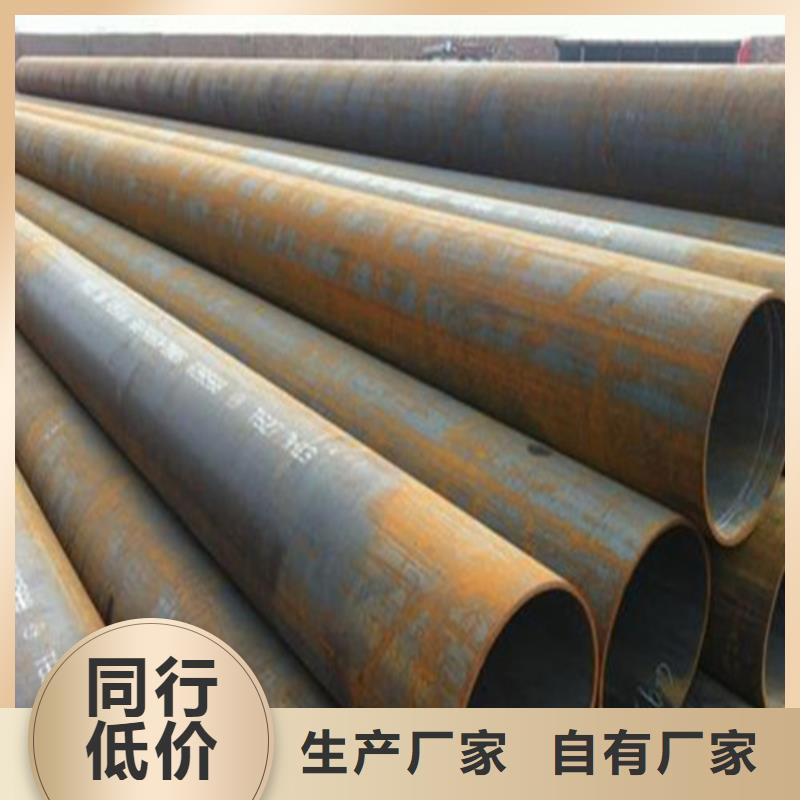
一般的無(wú)縫鋼管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無(wú)縫鋼管的生產(chǎn)流程一般要比熱軋要復(fù)雜,管坯首先要進(jìn)行三輥連軋,擠壓后要進(jìn)行定徑測(cè)試,如果表面沒(méi)有響應(yīng)裂紋后圓管要經(jīng)過(guò)割機(jī)進(jìn)行切割,切割成長(zhǎng)度約一米的坯料。然后進(jìn)入退火流程,退火要用酸性液體進(jìn)行酸洗,酸洗時(shí)要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說(shuō)明鋼管的質(zhì)量達(dá)不到相應(yīng)的標(biāo)準(zhǔn)。外觀上冷軋無(wú)縫鋼管要短于熱軋無(wú)縫鋼管,冷軋無(wú)縫鋼管的壁厚一般比熱軋無(wú)縫鋼管要小,但是表面看起來(lái)比厚壁無(wú)縫鋼管更加明亮,表面沒(méi)有太多的粗糙,口徑也沒(méi)有太多的毛刺。
熱軋無(wú)縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過(guò)熱處理后進(jìn)行交貨。熱軋無(wú)縫鋼管在經(jīng)過(guò)質(zhì)檢后要經(jīng)過(guò)工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過(guò)大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn), 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉(cāng)庫(kù)當(dāng)中。貨報(bào)價(jià)")
冷軋無(wú)縫鋼管要短于熱軋無(wú)縫鋼管,冷軋無(wú)縫鋼管的壁厚一般比熱軋無(wú)縫鋼管要小,但是表面看起來(lái)比厚壁無(wú)縫鋼管更加明亮,表面沒(méi)有太多的粗糙,口徑也沒(méi)有太多的毛刺。
熱軋無(wú)縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過(guò)熱處理后進(jìn)行交貨。熱軋無(wú)縫鋼管在經(jīng)過(guò)質(zhì)檢后要經(jīng)過(guò)工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過(guò)大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn), 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉(cāng)庫(kù)當(dāng)中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù) 無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無(wú)縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。貨報(bào)價(jià)")
這讓無(wú)縫鋼管,即是保留了,鋼管各方面性能。同時(shí)也是減輕了,管道自身重量。其次無(wú)縫鋼管,都是經(jīng)過(guò)了,色抗氧化處理。在無(wú)縫鋼管表面,牢牢地吸附著,一層稀有金屬鍍層。在這樣情況下,即是自行車,經(jīng)常都會(huì)被雨淋。
要么就會(huì)現(xiàn),泄露問(wèn)題。要么就是現(xiàn)了,管道爆裂情況。后來(lái)經(jīng)過(guò)朋友介紹,李先生知道了,一種新鋼管種類,這就是無(wú)縫鋼管。這種管道采了,熱軋冷拔制作工藝。這讓鋼管面對(duì),環(huán)境能力分強(qiáng)。了無(wú)縫鋼管之后,這些問(wèn)題都不存在了。
這使得我們,平時(shí)所看到鋼管,多數(shù)都處于生銹狀態(tài)。可是在近幾年中,這種情況越來(lái)越少見了,那就是因?yàn)椋瑹o(wú)縫鋼管替了普通鋼管。之所以運(yùn)輸行業(yè),會(huì)選擇無(wú)縫鋼管,這有著很多方面因。首先個(gè)因,那就是無(wú)縫鋼管,對(duì)于自身規(guī)格,有著分嚴(yán)格要求。
而無(wú)縫鋼管不同,這種管道采是冷拔熱軋工藝,這使得鋼管,在韌性方面非常色。這些鋼管在加工過(guò)程中,根本不加入,一些保護(hù)鋼管措施,就可以進(jìn)行加工。這樣一來(lái)安裝,和拆卸鋼腳架,都可以節(jié)約不少時(shí)間。
貨報(bào)價(jià)")
用一定直徑的鋼球或硬質(zhì)合金球,以規(guī)定的試驗(yàn)力(F)壓入式樣表面,經(jīng)規(guī)定保持時(shí)間后卸除試驗(yàn)力,測(cè)量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗(yàn)力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計(jì)算公式為:
式中:F--壓入金屬試樣表面的試驗(yàn)力,N; D--試驗(yàn)用鋼球直徑,mm; d--壓痕平均直徑,mm。
測(cè)定布氏硬度較準(zhǔn)確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對(duì)于較硬的鋼或較薄的板材不適用。在鋼管標(biāo)準(zhǔn)中,布氏硬度用途廣,往往以壓痕直徑d來(lái)表示該材料的硬度,既直觀,又方便。
舉120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗(yàn)力作用下,保持30s(秒)測(cè)得的布氏硬度值為120N/ mm2(MPa)。 [1]
無(wú)縫鋼管質(zhì)量要求貨報(bào)價(jià)")
