



您可能對常州本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-07 00:42:09 瀏覽次數(shù):3 公司名稱:聊城 航蕭管件有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 100/噸 |
| 發(fā)貨期限 | 5 |
| 供貨總量 | 40 |
| 運(yùn)費(fèi)說明 | 協(xié)商 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 1 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 航蕭管件 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產(chǎn)品型號 | 齊全 |
| 產(chǎn)品重量 | 10 |
| 適用領(lǐng)域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |


航蕭管件
 全自動(dòng)彎管機(jī)應(yīng)該按照正確的方式來操作
每一款機(jī)械設(shè)備都有其相應(yīng)的使用方式,在使用時(shí),都不應(yīng)該按照自己的喜好。我們在使用全自動(dòng)彎管機(jī)的時(shí)候,也應(yīng)該按照正確的順序來操作。
在對全自動(dòng)彎管機(jī)進(jìn)行使用之前,一定要先讓機(jī)床進(jìn)行良好的接地,否則機(jī)器可能會(huì)因此發(fā)生傾斜或者出現(xiàn)更嚴(yán)重的機(jī)器故障。
另外,要及時(shí)檢查彎管機(jī)的彎頭和彎管。在用過一段時(shí)間之后,彎頭和彎管可能會(huì)比較臟,因此要及時(shí)對其進(jìn)行各個(gè)方面且細(xì)致的清洗,并注意通風(fēng),將其放在通風(fēng)干燥處晾干。里面的灰塵和污垢也應(yīng)該及時(shí)進(jìn)行清理,這樣在使用時(shí)設(shè)備才有可能正常的工作。
還需要格外注意的一點(diǎn)是,彎頭的介質(zhì)是順著閥瓣流向上的,因此彎管機(jī)的彎頭和彎管只能夠以水平的方式進(jìn)行安裝,不能垂直安裝。
另外,在對全自動(dòng)彎管機(jī)進(jìn)行檢查時(shí),應(yīng)先切斷電源,不能在機(jī)器通電的情況下進(jìn)行檢查和維修。
全自動(dòng)彎管機(jī)應(yīng)該按照正確的方式來操作
每一款機(jī)械設(shè)備都有其相應(yīng)的使用方式,在使用時(shí),都不應(yīng)該按照自己的喜好。我們在使用全自動(dòng)彎管機(jī)的時(shí)候,也應(yīng)該按照正確的順序來操作。
在對全自動(dòng)彎管機(jī)進(jìn)行使用之前,一定要先讓機(jī)床進(jìn)行良好的接地,否則機(jī)器可能會(huì)因此發(fā)生傾斜或者出現(xiàn)更嚴(yán)重的機(jī)器故障。
另外,要及時(shí)檢查彎管機(jī)的彎頭和彎管。在用過一段時(shí)間之后,彎頭和彎管可能會(huì)比較臟,因此要及時(shí)對其進(jìn)行各個(gè)方面且細(xì)致的清洗,并注意通風(fēng),將其放在通風(fēng)干燥處晾干。里面的灰塵和污垢也應(yīng)該及時(shí)進(jìn)行清理,這樣在使用時(shí)設(shè)備才有可能正常的工作。
還需要格外注意的一點(diǎn)是,彎頭的介質(zhì)是順著閥瓣流向上的,因此彎管機(jī)的彎頭和彎管只能夠以水平的方式進(jìn)行安裝,不能垂直安裝。
另外,在對全自動(dòng)彎管機(jī)進(jìn)行檢查時(shí),應(yīng)先切斷電源,不能在機(jī)器通電的情況下進(jìn)行檢查和維修。
 常州H型鋼拉彎歡迎下單
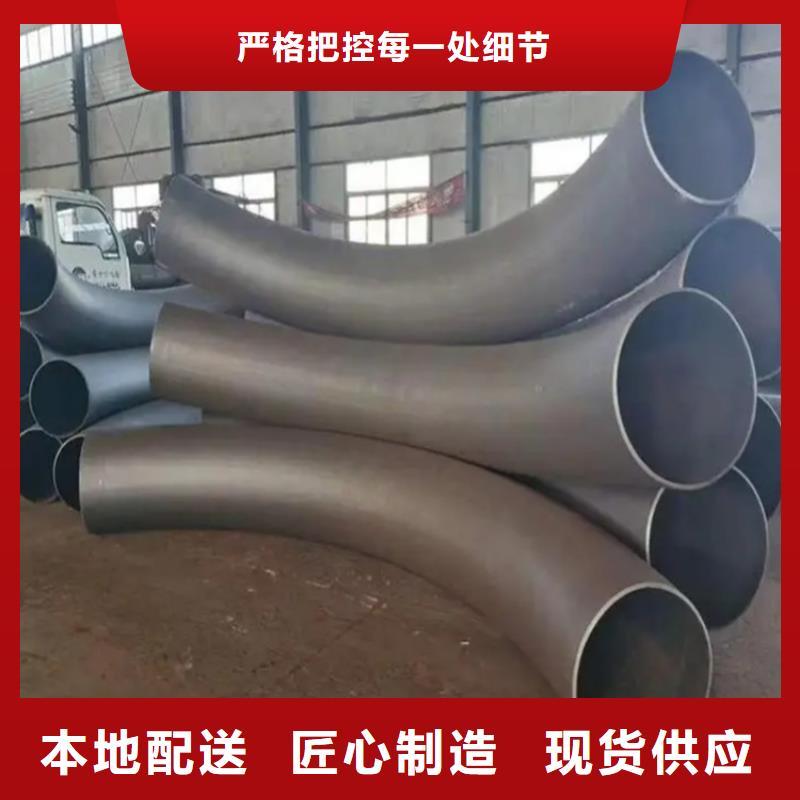
你是否知道彎管的這個(gè)知識彎管是改變管道方向的管件,在管道交叉,轉(zhuǎn)彎和繞梁等地方都可以看到彎管,煨制彎管具有柔韌性好,耐高壓,低阻力的優(yōu)點(diǎn)。因此,它經(jīng)常在建筑中使用。
彎管的主要形式是:各種角度的彎管,U形管,來回彎(或稱乙字彎)和弧形彎管等,彎管是具有任意彎曲角度的管件,在彎管時(shí)使用。彎管的彎曲半徑用R表示,當(dāng)R越大,管道的彎曲部分越大,彎曲越平滑;當(dāng)R較小時(shí),管的彎曲部分較小,并且彎曲較銳利。
來回彎的管子的彎曲末端的中心線之間的距離稱為來回彎曲的高度,用字母h表示,來回彎是具有兩個(gè)彎曲角度(通常為135°)的管件。
U形管是一種半圓形的管件。管兩端的中心線之間的距離d等于彎曲半徑R的兩倍,U形管可以代替兩個(gè)90°彎頭,通常用于連接兩個(gè)圓形的翼形散熱器。
弧形彎管是具有三個(gè)彎曲角度的管件,側(cè)面角度為135°,中間角度通常為90°。弧形彎管用于繞過其他管道,而弧形彎管通常用于對帶有冷熱水供應(yīng)的衛(wèi)生設(shè)備進(jìn)行管道輸送。
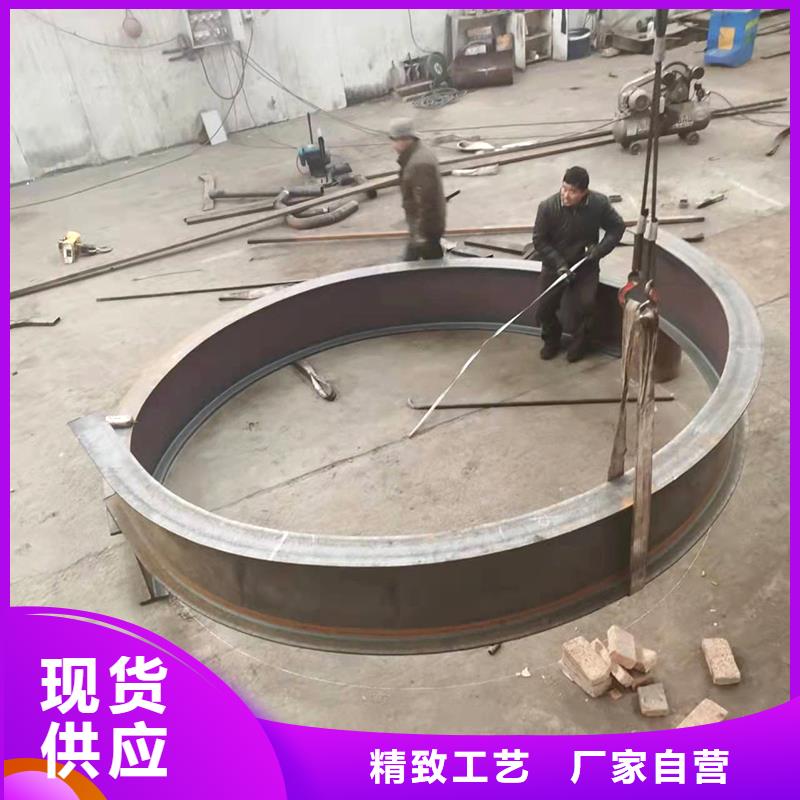
彎管的尺寸由管徑,彎曲角度和彎曲半徑?jīng)Q定,根據(jù)圖紙和施工現(xiàn)場的實(shí)際情況確定彎曲角度,然后制出樣板,照樣板煨制并按樣板檢查煨制管件彎曲角度是否符合要求,樣板可用圓鋼煨制,圓鋼的直徑根據(jù)所煨管徑的大小選用,10-14mm即可。彎管的彎曲半徑應(yīng)根據(jù)管道直徑,設(shè)計(jì)要求和相關(guān)規(guī)定確定,它既不應(yīng)該太大也不應(yīng)該太小。由于彎曲半徑太大,不僅要使用大量的材料,而且在管道的彎曲部分也要占用較大的面積,這會(huì)給管道的組裝造成困難。如果選擇的彎曲半徑太小,則由于過度伸長而使彎管后面的管壁變薄,其強(qiáng)度降低,并且彎管的內(nèi)管壁被壓縮,形成褶皺狀態(tài)。因此,一般規(guī)定,焊接彎管的彎曲半徑應(yīng)不小于管外徑的1.5倍;沖壓彎管的彎曲半徑不應(yīng)小于管道的外徑;冷煨彎管的彎曲半徑應(yīng)不小于管外徑的4倍;熱煨彎管的彎曲半徑應(yīng)不小于管外徑的3.5倍。
彎管時(shí),一般規(guī)定管子彎曲后,管壁減薄率不得超過15%,這樣的目的是為了使管子彎曲后不對原有的工作性能有過大改變。
常州H型鋼拉彎歡迎下單
你是否知道彎管的這個(gè)知識彎管是改變管道方向的管件,在管道交叉,轉(zhuǎn)彎和繞梁等地方都可以看到彎管,煨制彎管具有柔韌性好,耐高壓,低阻力的優(yōu)點(diǎn)。因此,它經(jīng)常在建筑中使用。
彎管的主要形式是:各種角度的彎管,U形管,來回彎(或稱乙字彎)和弧形彎管等,彎管是具有任意彎曲角度的管件,在彎管時(shí)使用。彎管的彎曲半徑用R表示,當(dāng)R越大,管道的彎曲部分越大,彎曲越平滑;當(dāng)R較小時(shí),管的彎曲部分較小,并且彎曲較銳利。
來回彎的管子的彎曲末端的中心線之間的距離稱為來回彎曲的高度,用字母h表示,來回彎是具有兩個(gè)彎曲角度(通常為135°)的管件。
U形管是一種半圓形的管件。管兩端的中心線之間的距離d等于彎曲半徑R的兩倍,U形管可以代替兩個(gè)90°彎頭,通常用于連接兩個(gè)圓形的翼形散熱器。
弧形彎管是具有三個(gè)彎曲角度的管件,側(cè)面角度為135°,中間角度通常為90°。弧形彎管用于繞過其他管道,而弧形彎管通常用于對帶有冷熱水供應(yīng)的衛(wèi)生設(shè)備進(jìn)行管道輸送。
彎管的尺寸由管徑,彎曲角度和彎曲半徑?jīng)Q定,根據(jù)圖紙和施工現(xiàn)場的實(shí)際情況確定彎曲角度,然后制出樣板,照樣板煨制并按樣板檢查煨制管件彎曲角度是否符合要求,樣板可用圓鋼煨制,圓鋼的直徑根據(jù)所煨管徑的大小選用,10-14mm即可。彎管的彎曲半徑應(yīng)根據(jù)管道直徑,設(shè)計(jì)要求和相關(guān)規(guī)定確定,它既不應(yīng)該太大也不應(yīng)該太小。由于彎曲半徑太大,不僅要使用大量的材料,而且在管道的彎曲部分也要占用較大的面積,這會(huì)給管道的組裝造成困難。如果選擇的彎曲半徑太小,則由于過度伸長而使彎管后面的管壁變薄,其強(qiáng)度降低,并且彎管的內(nèi)管壁被壓縮,形成褶皺狀態(tài)。因此,一般規(guī)定,焊接彎管的彎曲半徑應(yīng)不小于管外徑的1.5倍;沖壓彎管的彎曲半徑不應(yīng)小于管道的外徑;冷煨彎管的彎曲半徑應(yīng)不小于管外徑的4倍;熱煨彎管的彎曲半徑應(yīng)不小于管外徑的3.5倍。
彎管時(shí),一般規(guī)定管子彎曲后,管壁減薄率不得超過15%,這樣的目的是為了使管子彎曲后不對原有的工作性能有過大改變。

