



或者橫向移動的壓模部件結構形式,也稱抽屜式結構模架。在這種擠壓機上,更換和固定模子時,擠壓機不必停止工作。旋轉式模架或抽屜式模架,在更換擠壓模時,不需要附加的消耗工作時間,并且可以輪流地使用2個擠壓模。在更換擠壓模的同時,完成某些輔助工序。旋轉式雙擠壓筒和旋轉式雙穿孔筒結構形式的工作原理也是如此,一個擠壓(穿孔)筒在擠壓(穿孔)線上進行擠壓(穿孔);另一個擠壓(穿孔)筒則旋轉到線外,完成清掃、冷卻和裝料等輔助工序,不需要附加的消耗工作時間。球墨鑄鐵管價格工模具由專門的液壓缸或機械裝置將其從擠壓機的前梁中拉出或推進,并用以使擠壓墊、擠壓制品和壓余進行分離,檢查擠壓模及其固定裝置的狀況,并且在必要時更換擠壓工模具。上海異形鋼管廠的15MN(1500t)擠壓機就是這種結構形式。在現代結構的擠壓機上,將工模具部件制造成旋轉結構的形式,
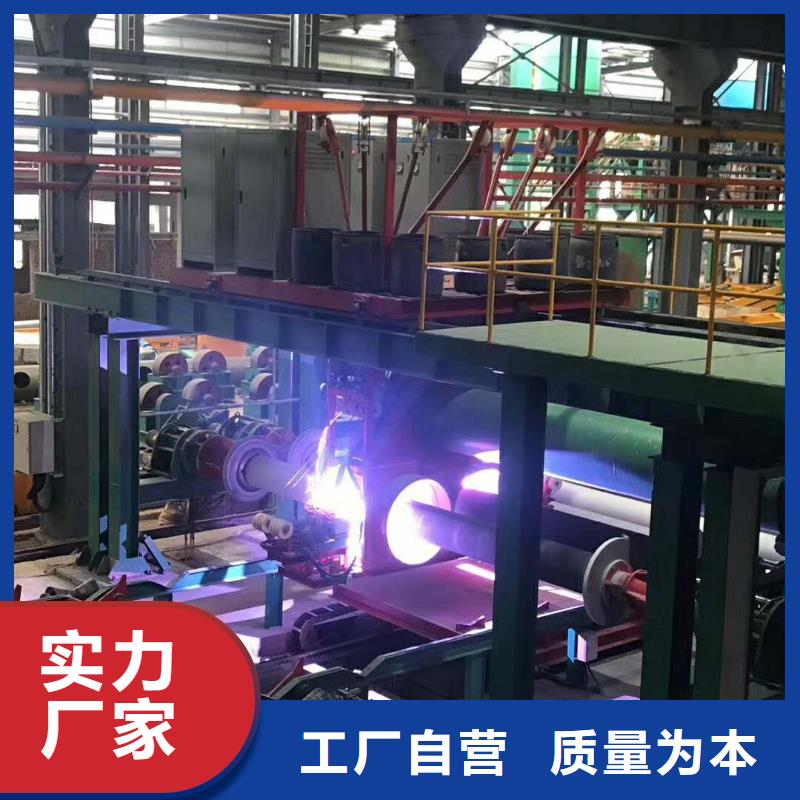
管壁的力學性能差異較大,內壁共晶滲碳體,珠光體的分解和轉變,使石墨球長大,組織體積膨脹,導致鑄管徑向尺寸變大,石墨化程度越高,石墨球越容易長大,從而體積膨脹越大,而滲碳體,珠光體的分解是需要一定的溫度和時間要求的,試樣的球化率達到了的國標要求,靠近內壁的球化率為6級,為管子內壁夾渣,雜質元素多造成;外壁球化效果較中心和內壁好;外壁組織中萊氏體化嚴重球墨鑄鐵管承口內的所有雜物擦洗干凈。將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個部門不翹不扭,平均地卡在槽內。將潤滑劑平均地涂刷在承口安裝好的膠圈內表面在插口外表面涂刷潤滑劑時要將插口線以外的插口部位全部刷勻。
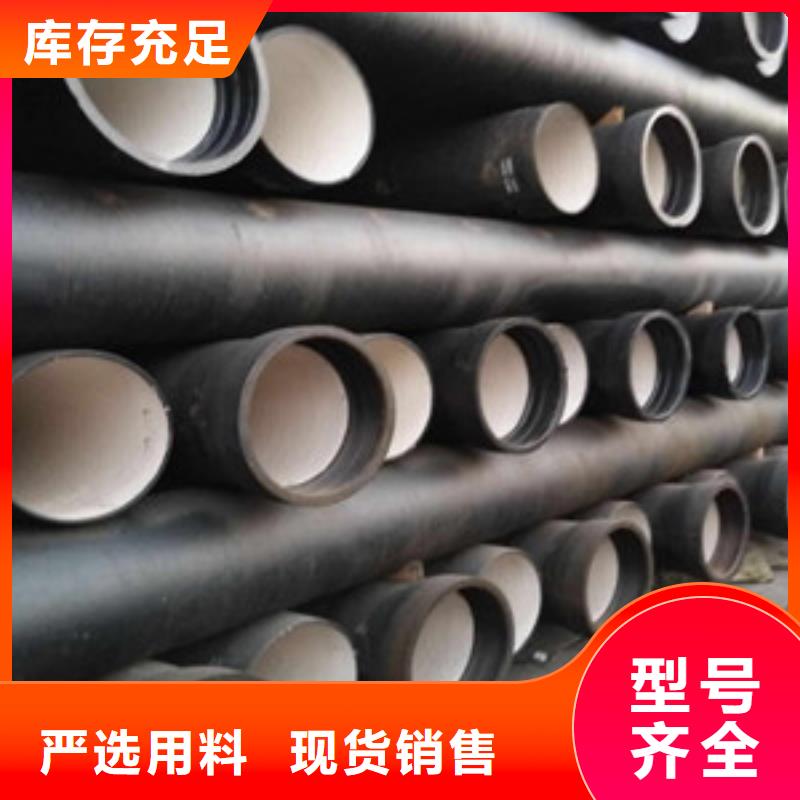
球墨鑄鐵管的首要成分有碳、硅、錳、硫、磷和鎂。內壁噴鋅,水泥沙漿防腐材料等。在輸配水管網建造中,除管網管材自身要具有優異的產品功能以外,管道的施工也對管網建造質量有著很大的影響。不同的地理環境,不同的地勢條件,管道施工中遇到的難題也千差萬別。 一般人感覺鑄鐵管生銹,實踐是一種誤解,鑄鐵管中占體積百分比較高的碳是以游離態石墨的形態存在于灰鑄鐵中的,當表層部分鐵被氧化后就堆積下了致密的石墨保護層,球墨鑄鐵管件從水力功能來看,因球墨管標準一般指內徑,如DN500指管道內徑為500mm。PE管標準一般指外徑,由于同等標準條件下,球墨管能完成更大的徑流量;從綜合裝置保護造價來看,球墨管有著更加優越的性價比。阻礙了腐蝕的進一步發展,這是灰鑄鐵耐腐蝕的原因。
球墨鑄鐵管應用鋼絲刷、綿紗布等仔細將承口內腔和插口端外表面的泥沙及其它異物清理干凈。不得含有泥沙、油污及其它異物。管道接口清理干凈后。將隨管配套的膠圈清理干凈并捏成心臟形或“8”字形安承口內。球墨鑄鐵管價格能穩住就不錯了,三月輪番,沒有更多的手段了,庫存下降的太慢,遠沒有到庫存,鋼廠復產的越來越多,原材料成本下移,國外疫情不明朗,看四月能不能穩住,一般五月的需求會下降些,時間太短,不樂觀。 山東聊城格瑞球墨鑄鐵管的連接只用管管連接就可以了,安裝中需注意以下幾點,在鑄鐵管運至施工現場后,待碎石墊層施工完畢后即可進行管道安裝,施工安裝時采用吊車將鑄鐵管從堆放場地吊至管溝內,吊裝時,鋼絲繩與鑄鐵管接觸處用廢舊橡膠墊隔(見附圖)以保護鑄鐵管和防腐層。吊裝鋼繩應拴牢固,起吊和放下時的速度不宜太快。做到小心輕放,避免摔跌、碰撞管道管道安裝施工前。
