

長(zhǎng)治六角管多重優(yōu)惠
治六角管多重優(yōu)惠")
治六角管多重優(yōu)惠")
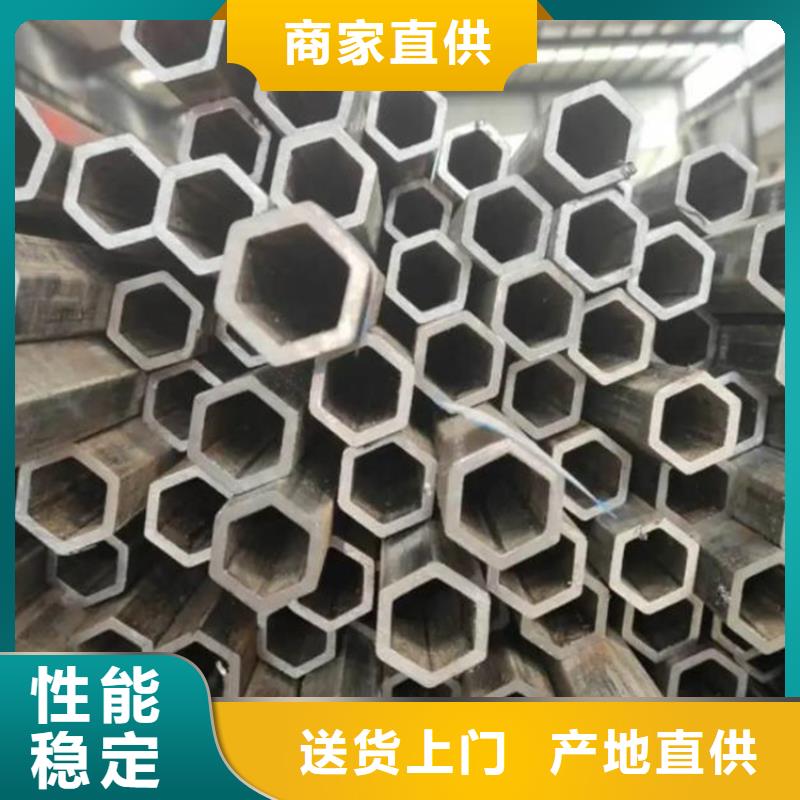
不銹鋼六角管出現(xiàn)彎曲現(xiàn)象的情況,具體如下: 先是由于產(chǎn)品強(qiáng)度高,冷硬化效果明顯。因此,在選擇彎曲數(shù)控刀片時(shí),有必要選擇 熱處理工藝強(qiáng)度應(yīng)在60HRC以上的合金鋼,其表面粗糙度應(yīng)比碳鋼彎曲數(shù)控刀片高一 個(gè)數(shù)量級(jí)。 接著就是傳熱性能比一般高碳鋼差,抗拉強(qiáng)度低,變形力大。 然后就是與碳鋼相比,產(chǎn)品彎曲時(shí)具有明顯的回彈趨勢(shì)。 再就是與碳鋼相比,不銹鋼六角棒的抗拉強(qiáng)度較低。在彎曲過(guò)程中,產(chǎn)品工件的彎曲 角度大于碳鋼的彎曲角度,否則可能出現(xiàn)裂紋。
治六角管多重優(yōu)惠")
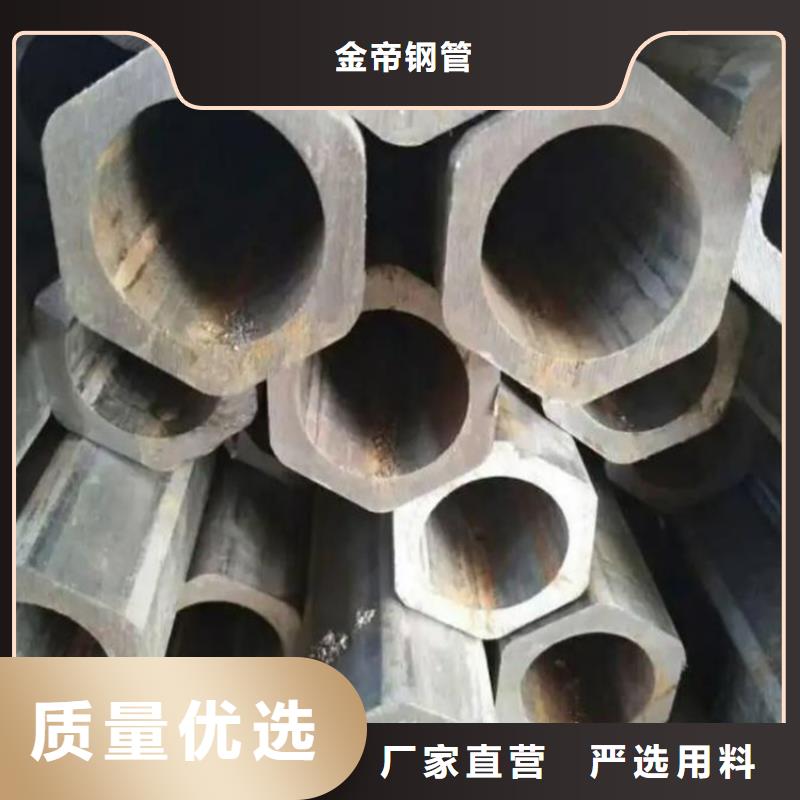
不銹鋼無(wú)縫管六角管焊接細(xì)節(jié),您準(zhǔn)備需要注意哪些嗎? 以前的焊接方法是鍛造金屬焊接,這已經(jīng)被鐵匠使用了數(shù)百年。一些早的現(xiàn) 代焊接技術(shù)出現(xiàn)在19世紀(jì)末,先是電弧焊和氧燃料氣焊,后是電阻焊。20世紀(jì)初, 隨著一次和二次世界大戰(zhàn)的爆發(fā),不銹鋼無(wú)縫管需要大量廉價(jià)可靠的軍用設(shè)備連 接方法,推動(dòng)了焊接技術(shù)的發(fā)展。如今,隨著焊接機(jī)器人在工業(yè)應(yīng)用中的廣泛應(yīng) 用,研究人員仍在深入研究焊接的本質(zhì),并不斷開(kāi)發(fā)新的焊接方法,進(jìn)一步提高 焊接效果。
治六角管多重優(yōu)惠")
治六角管多重優(yōu)惠")
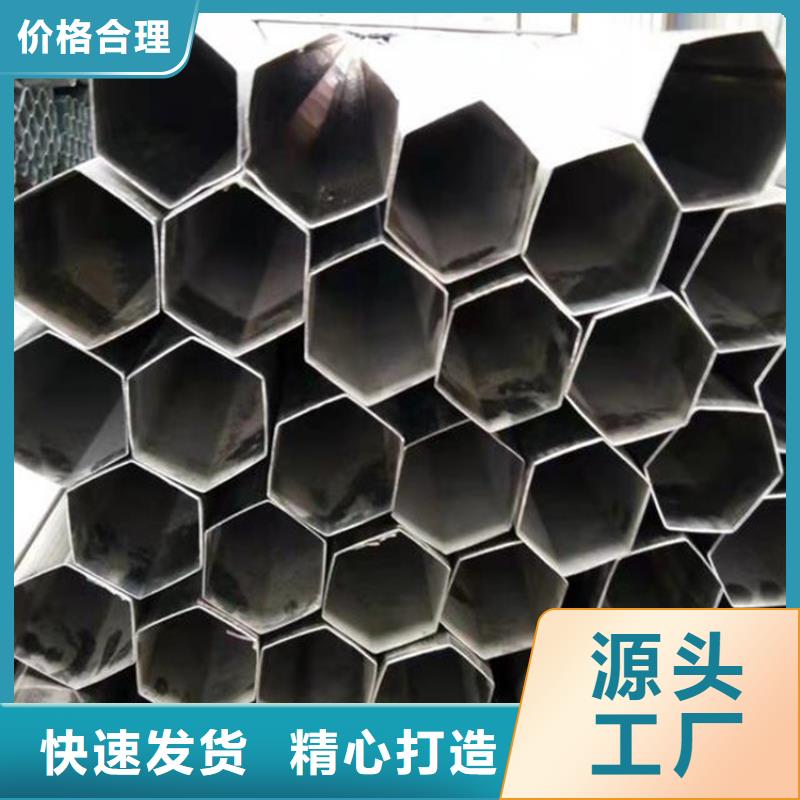
關(guān)于哪些因素引起六角管開(kāi)裂現(xiàn)象? 因素一原材質(zhì)量太差:原材的選擇質(zhì)量不過(guò)關(guān),可能會(huì)直接導(dǎo)致六角鋼管開(kāi)裂,但 同時(shí),這也是好控制的一種因素。 因素二穿孔加熱溫度達(dá)不到:管坯在初的穿孔加熱過(guò)程中,如果穿孔溫度沒(méi)有達(dá) 到一定的標(biāo)準(zhǔn),會(huì)使鋼管有一定的受熱差,在后期的加工過(guò)程中,會(huì)引起開(kāi)裂。 因素三變形量過(guò)大:六角鋼管在加工的過(guò)程中,由于加工工序不同,會(huì)導(dǎo)致六角管 有很大的變形尺寸發(fā)生改變, 變形量過(guò)大,導(dǎo)致鋼管開(kāi)裂。 以上三個(gè)因素的分享,希望對(duì)您能夠有所幫助,如果您還可以其他產(chǎn)品的需求和問(wèn) 題都可以聯(lián)系我們,謝謝合作!
長(zhǎng)治六角管多重優(yōu)惠治六角管多重優(yōu)惠")