


為您介紹")
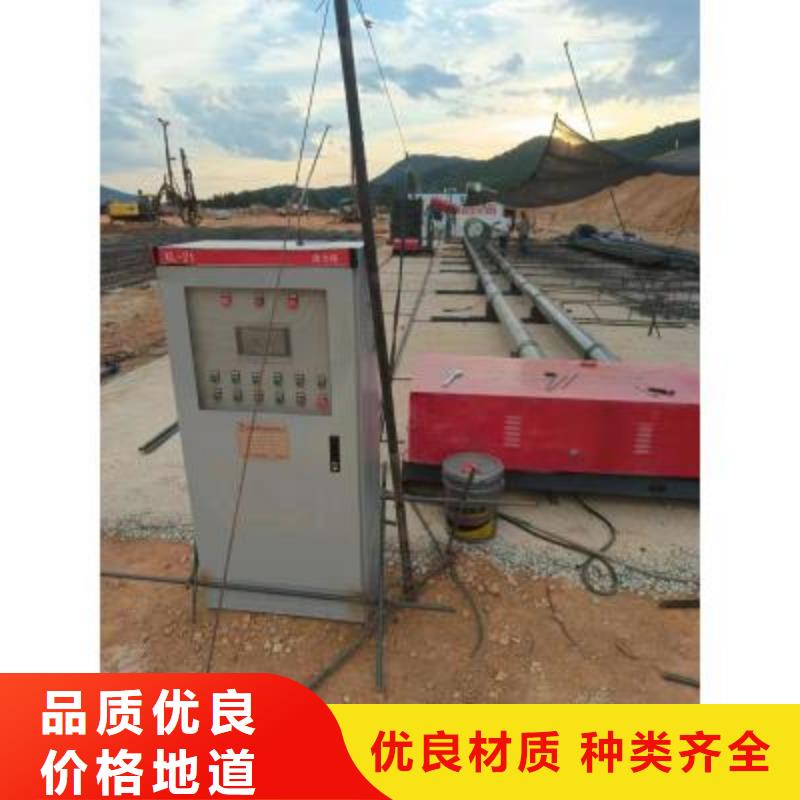
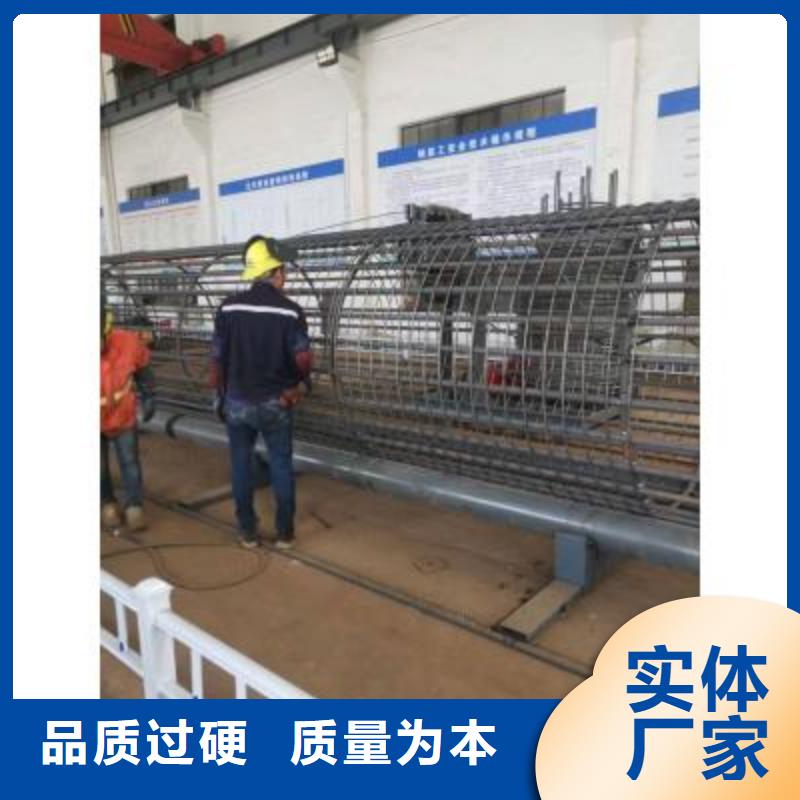
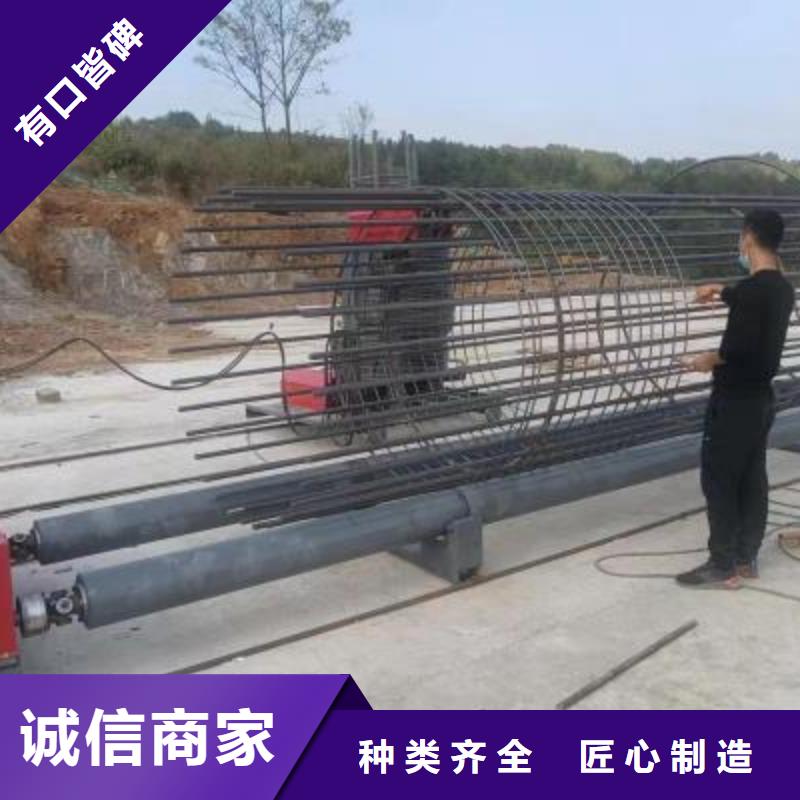
在鋼筋籠制作流程中應(yīng)先行制作桁架筋,并應(yīng)將桁架筋滿焊于上下主筋之間。在布置主筋與分布筋時應(yīng)確保間距均勻順直。在鋼筋籠起吊前應(yīng)確保所有焊點已焊接,嚴(yán)禁鋼筋籠在起吊中發(fā)生因缺焊漏焊而鋼筋脫落。在鋼筋籠制作中應(yīng)確保主副吊環(huán)標(biāo)高與交底一致。除此之外,員應(yīng)在每次起吊前對吊具進(jìn)行檢查,重點檢查鋼絲繩的完好情況,掛鉤要有卡扣。確保所有吊具規(guī)范要求。通過調(diào)整吊車四個支點的位置使吊車保持在一個平面上后才能起吊。工地3000型長沙鋼筋籠繞筋機(jī)的搭接,可采取先搭接主筋再做籠子,或先做成籠子后再進(jìn)行二節(jié)籠子的搭接,先搭接主筋再做籠子:把9米的鋼筋通過對焊或套筒連接成9米~29米的主筋,再用滾焊機(jī)加工成較長的籠子,先用設(shè)備做成9米或12米的標(biāo)準(zhǔn)節(jié),再通過搭接焊或幫條焊的方式,把二節(jié)短籠子搭接成為較長的籠子。
基本工藝流程上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位→完成參數(shù)項目及型號1250型、1500型、2000型、2500型鋼。 焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬第二根主筋準(zhǔn)備焊接。此時按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對面位置或錯開幾根位置后再開始分度焊接,后補(bǔ)齊焊部主筋。 鋼筋籠繞筋機(jī)
人品合一雙贏利益觀是河南建貿(mào)永續(xù)經(jīng)營保障。
所有利益相關(guān)方主要包括家人、戶、股東。形成一個個利益共同體,共贏共享共創(chuàng)價值。只有所有利益相關(guān)方共贏,人與商品合一雙贏方顯實際,“人”即具有兩創(chuàng)精神家人;“品”即戶使價值真實。每位家人都在不同自主經(jīng)營體中為戶創(chuàng)造價值,從而實現(xiàn)自身價值,企業(yè)價值和股東價值自然體現(xiàn)。
為您介紹") 長沙鋼筋籠繞籠機(jī)為您介紹
長沙鋼筋籠繞籠機(jī)為您介紹
鋼筋籠繞筋機(jī)鋼筋籠滾焊機(jī)的分類
1、連續(xù)滾焊 連續(xù)滾焊時,工件在兩滾 間連續(xù)移動(即滾盤連續(xù)旋轉(zhuǎn)),焊接電流也連續(xù)通過工件。這種方法易使工件表面和熔核附近過熱,電機(jī)磨損嚴(yán)重,焊縫易出現(xiàn)較深的壓坑,因而很少使用。
2、斷續(xù)滾焊 斷續(xù)滾焊時,滾輪連續(xù)轉(zhuǎn)動,工件連續(xù)移動,電流斷續(xù)通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續(xù)通過,在休止時間內(nèi),滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區(qū)寬度和工件變形,獲得較好的焊接質(zhì)量,沒有連續(xù)滾焊時的缺點。斷續(xù)滾焊時,在熔核冷卻時滾盤已離開焊接區(qū),沒有充分的鍛壓過程,熔核在壓力減小的情況下結(jié)晶,很容易產(chǎn)生表面過熱、縮孔和裂紋。