


聯系我們

鋼筋籠滾籠機現貨價格
更新時間:2025-01-27 15:53:38 瀏覽次數:9 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




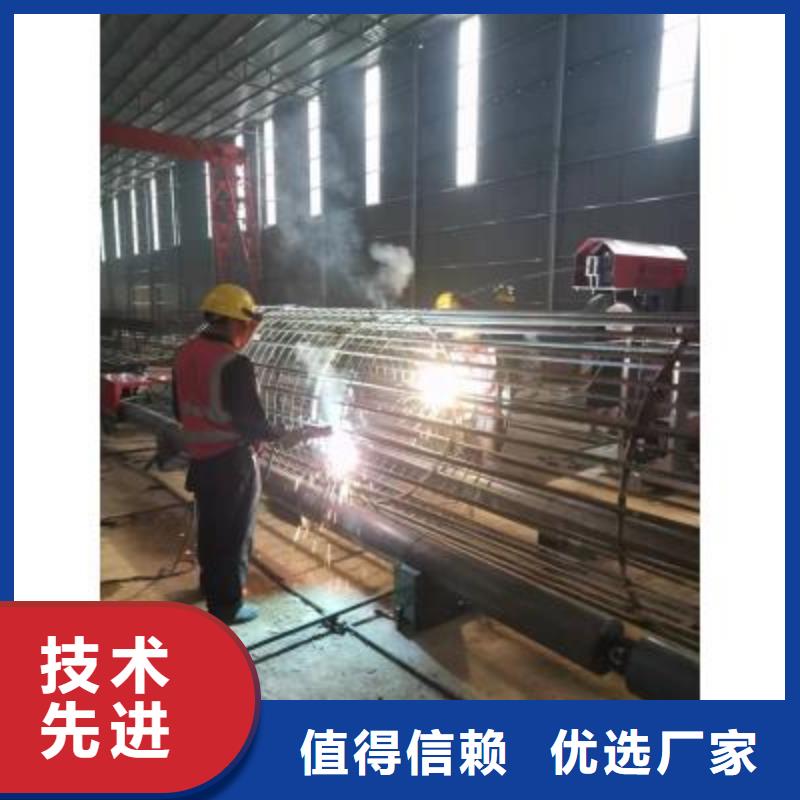

鉆孔灌注樁數控鋼筋籠滾焊機于2006年度引進國外先進技術,并于當年應用到武廣客運專線的施工建設中,隨后在廣深港客運專線、京滬高速鐵路等重點施工項目中廣泛應用,并取得良好的社會效益和經濟效益。我公司生產制造的JMRLJ250-JMRLJ3000型鋼筋籠滾焊機在中鐵、中交等多個重點工程應用,現場使用效果甲方及監理的廣泛好評。 鋼筋籠繞筋機
我司生產的鋼筋籠滾焊機設備可自動一次性成型長度為2m-27m的鋼筋籠,并配有自主知識產權的智能化焊接機械手,比手工綁扎籠子生產效率高、節省材料,籠子堅固,外形標準。廣泛應用于大型橋梁、高速鐵路、高速公路建設等領域的灌注樁施工中。
長春鋼筋籠繞筋機產品特點1、可焊接縱環筋鋼筋Φ6mm Φ6mm,特殊訂制可焊Φ10mm Φ10mm 2、焊接控制器采用我公司生產的SJ-800A高頻逆變焊接控制器 具有明顯節能效果 焊接Φ10mm Φ10mm的鋼筋骨架 輸入電源線只需4mm2線即可,內部主要部件均為進口元件,質量可靠,電流輸出穩定。3、電控柜采用我公司生產的全數控,具有焊接速度快,焊接籠體尺寸,焊點牢固可靠。4、可自動存儲以焊籠體參數,下次使用只需調出即可。5、焊接變壓器采用我公司生產的高頻變壓器,具有體積小、節能、輸出電流強勁。6、鋼筋籠滾焊機焊接技術參數:1、輸入電壓三相380V 2、輸入電流50A 3、輸入線纜4mm24、輸入頻率50HZ 5、輸出電壓10V 6、短路電流32000A 7、輸出頻率100000HZ 8、冷卻方式 水泠8、滾焊機主機技術參數:1、主花盤電機2.2KVA 2、牽引電機 0.75KVA 3、變徑電機1.1KVA 4、焊接小車電機0.75KVA 5、焊接線速度<0.6 ms 6、縱筋根數12 6、縱環筋直徑3-6mm 7、公稱長度3000mm 8、公稱直徑承插管300-1200mm9、變徑方式:數控全自動10、參數設置方式:人機界面 11、牽引方式:拉筋式 12環筋壓緊方式:氣動 13、整機重量:4000kg

鋼筋籠繞筋機的加工特性:
1、加工速度快:正常情況下備料及滾焊部分5人一班,分二班作業,10個人 就可以加工出20多個12米長成品的籠子(備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等),工作效率非常高。
2、加工質量穩定可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠基本實行了“不用檢查”。
3、 箍筋拉緊不需搭接,較之手工作業節省材料1.5%,降低了施工成本。

一、 工作原理:長春鋼筋籠繞筋機RLJ-3000,主機是采用摩擦傳動原理----即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速進行,形成螺旋狀繞筋,同時在纏繞過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產。 二、設備優勢>> 速度快:待工狀態2人可全程生產,正常工況3-6人可生產10-20多節鋼筋籠;>> 質量穩定:機械化作業不受人為因素影響,質量穩定>> 生產規格多樣:滿足各類鋼筋籠的生產要求,不受主筋和箍筋和數量、形式、型號、大小、長度等因素的影響>> 生產便捷:組合式設計的繞筋機,在安裝、生產、搬運、等過程中都不用依賴起重設備,既能滿足大批量的固定生產要求也能滿足施工現場較分散的機動作業,靈活性強>> 功耗低:總功率不到10KW,同步工作時總功率不到5KW,節能且不影響總電容配比>> 流水線生產:施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋過程施 焊等全部過程>> 采用螺紋連接技術可精準定位,幫助提高鋼筋籠分解、安裝速度。>> 零部件設計壽命長,備件更換簡單快捷;
 長春鋼筋籠滾籠機現貨價格
<長春>建貿機械設備有限公司
長春鋼筋籠滾籠機現貨價格
<長春>建貿機械設備有限公司
長春鋼筋籠繞筋機工藝流程1主筋上料→盤筋上料→主筋穿絲并加緊→盤筋穿絲并纏繞固定→焊接成型→鋼筋籠與盤分離→卸籠,降下液壓支撐→盤復位、下一個循環→加內箍筋建貿長春鋼筋籠繞筋機目前使用鋼筋滾籠機的步驟及原理步:鋼筋進場后,按照規劃將原材料分類存放,并填寫相應的材料標識牌,材料標識牌包含鋼筋廠家信息、生產批次、進場日期、自檢及報檢情況等。第二步:項目現場管理人員根據需要施工部位的設計圖紙,規劃每節鋼筋下料長度,在鋼筋下料區切割。第三步:鋼筋放入量尺確定的胎架上進行切割下料后,轉移至套絲區滾絲。滾絲后的鋼筋必須經過端頭打磨平整后方可進入下一道工序。第四步:鋼筋廠設置的數控鋼筋籠成型機,根據設計間距調整主筋位置,箍筋通過在成型機中輸入的間距自動盤繞,箍筋與主筋的連接采用二氧化碳氣體保護焊按照梅花形進行點焊,減少焊渣,保證連接質量。第五步:一節鋼筋籠制作完成后,下一節鋼筋籠在成型機上進行組拼,組拼合格后方可吊離上一節鋼筋籠,保證2節鋼筋籠的對接精度。第六步:將加工好的鋼筋籠運輸至鋼筋籠存放區,設置楔形馬鐙固定兩側,防止鋼筋籠滾動。