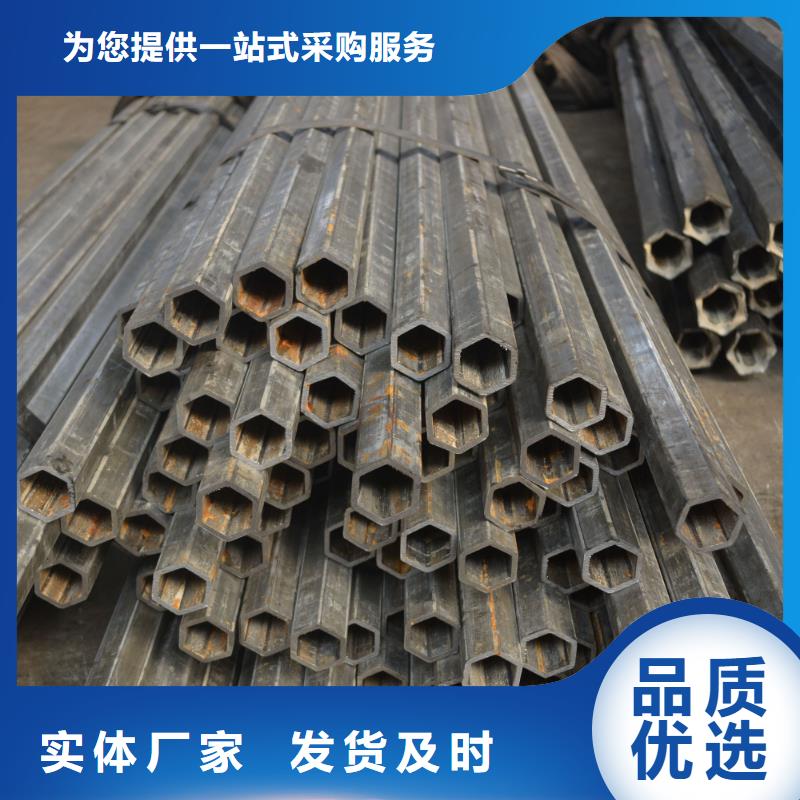


想要一睹【異型管工程焊接管誠信經營】產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:【異型管工程焊接管誠信經營】的圖文介紹
樂道精密鋼管廠家有限公司是專業從事 吉林長春工業螺旋管生產的企業。我公司各種設備齊全,技術力量雄厚,產品主要有: 吉林長春工業螺旋管系列等。我廠具有研發高新精產品和批量生產的優越條件及強大優勢,能滿足用戶的各種需求。公司自創建以來,本著誠實信用原則,與多家客戶建立了長期的合作關系,現在我公司正進一步加強員工技術培訓,提高的技術水平,把高科技注入產品,爭取產品更優質,更實惠。 我廠已有開發研制各類 吉林長春工業螺旋管的多年專業歷史,經驗豐富,具有研發高新精產品和批量生產的優越條件及強大優勢,能滿足用戶的各種需求。公司有豐富的制造經驗和雄厚的技術力量,檢測手段完善、品種規格齊全、質量穩定可靠。公司自創建以來,產品銷售至全國各地,深受新老客戶的青瞇。總經理攜全體員工熱忱歡迎國內外客戶的到來,真誠合作、共圖發展!

吉林長春異型管廠家在去產能方面面臨債務、職工安置和轉型升級等系列的問題,特別是職工的安置是異型管廠家去產能的重難點。,社保兜底的穩妥推進職工安置應堅持以異型管企業為主導工作依法維護職工的權益。
隨著我國去產能步伐的加快,多省份都出臺了穩定崗位和分流安置職工的相關政策。吉林長春異型管廠家的自救能力是關鍵,加快職工隊伍的不斷轉型升級是硬道理。
在新時代的形式下我們應以吉林長春異型管廠家為主體,結合社保作用,做細安置的措施和方案,確保保障政策切實落地,維護職工的合法權益。對于確實缺乏就業競爭力的一些困難職工,應加大就業的援助力度,通過開發公益性的崗位等方式來提供幫扶。
吉林長春異型管廠家挖掘內部的潛力。一方面要采取協商薪酬和靈活工時等的方式穩定現有的職工工作崗位。

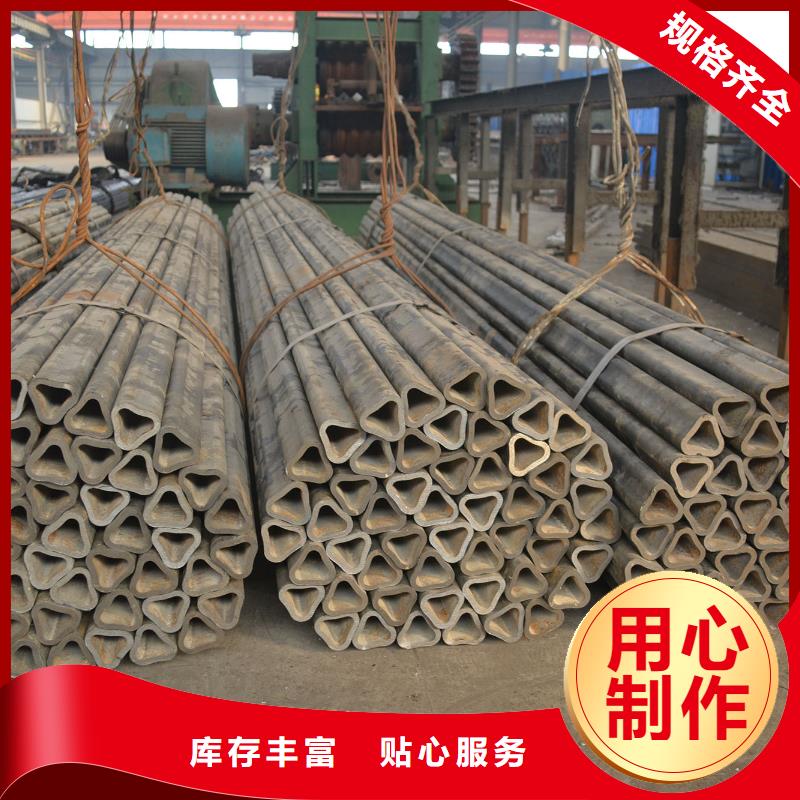
吉林長春異型管變形主要是焊縫收縮力大于母材強度造成的。
【1】吉林長春異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】吉林長春異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
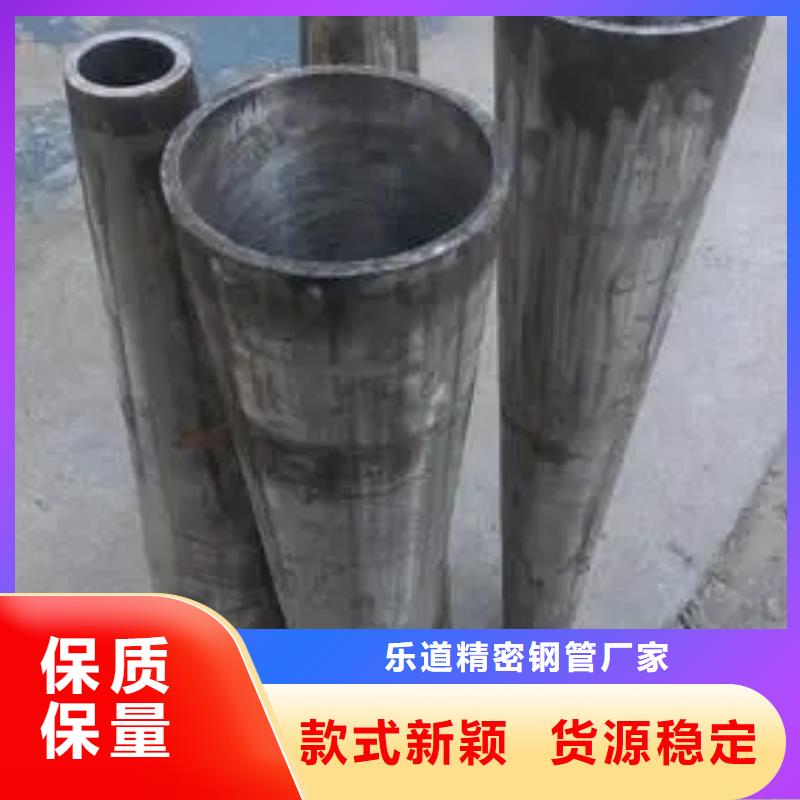
【3】吉林長春異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經過工藝處理卷制而成。一般是把帶鋼經過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%,當壁厚大于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的11%。


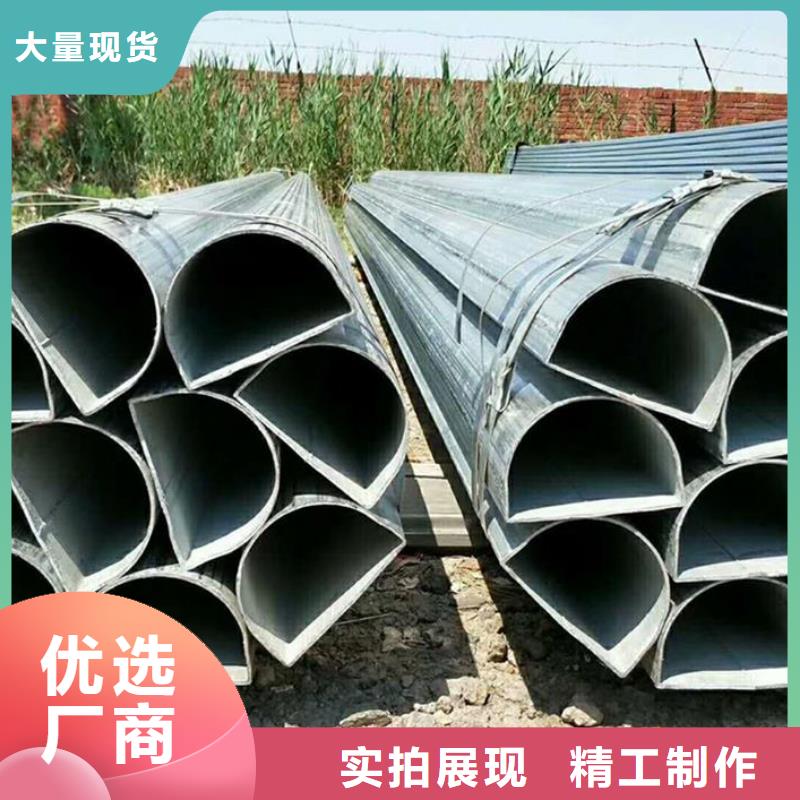
吉林長春異型管可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。
因此,吉林長春異型管以軋制方法生產為主。在現代化的軋鋼生產中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,吉林長春異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。


