



聯系我們

鋼筋籠成型機質優價廉
更新時間:2025-06-05 13:46:15 ip歸屬地:成都,天氣:多云轉陰,溫度:21-29 瀏覽次數:8 公司名稱: 建貿機械設備(成都市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
| 范圍 | 供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 錦江區、青羊區、金牛區、武侯區、成華區、龍泉驛區、青白江區、新都區、溫江區、金堂縣、雙流區、郫縣、大邑縣、蒲江縣、新津區、都江堰市、彭州市、邛崍市、崇州市等區域。 |



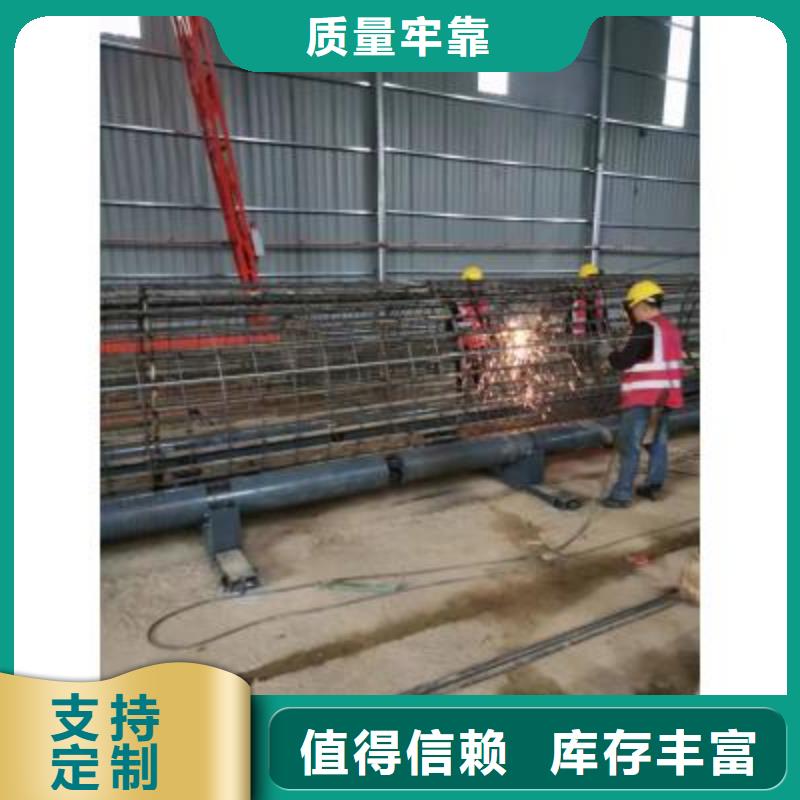


在鋼筋籠制作流程中應先行制作桁架筋,并應將桁架筋滿焊于上下主筋之間。在布置主筋與分布筋時應確保間距均勻順直。在鋼筋籠起吊前應確保所有焊點已焊接,嚴禁鋼筋籠在起吊中發生因缺焊漏焊而鋼筋脫落。在鋼筋籠制作中應確保主副吊環標高與交底一致。除此之外,員應在每次起吊前對吊具進行檢查,重點檢查鋼絲繩的完好情況,掛鉤要有卡扣。確保所有吊具規范要求。通過調整吊車四個支點的位置使吊車保持在一個平面上后才能起吊。工地3000型成都鋼筋籠繞筋機的搭接,可采取先搭接主筋再做籠子,或先做成籠子后再進行二節籠子的搭接,先搭接主筋再做籠子:把9米的鋼筋通過對焊或套筒連接成9米~29米的主筋,再用滾焊機加工成較長的籠子,先用設備做成9米或12米的標準節,再通過搭接焊或幫條焊的方式,把二節短籠子搭接成為較長的籠子。
<成都>建貿機械設備有限公司 四川成都鋼筋籠成型機質優價廉

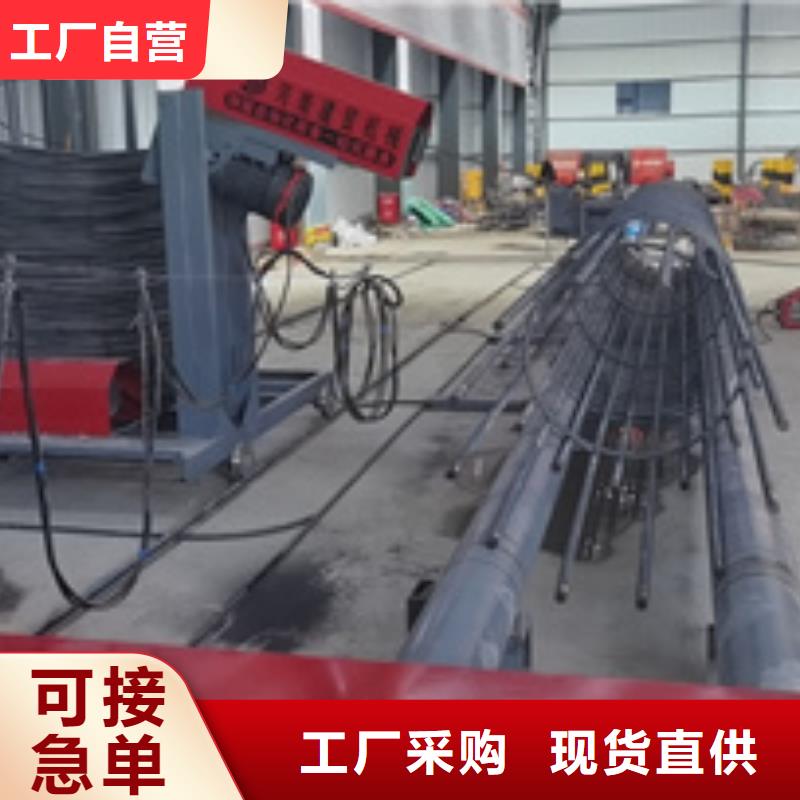
產品特點速度快:待工狀態2個可全程生產,正常工況3-6人可生產10-20多節鋼筋籠。質量穩定:機械化作業不受人為因素影響,長時間工作可穩定質量不變。適合各種主筋箍筋數量,形式,型號,大小,長度的設計要求,不會因為設備功能而影響鋼筋籠設計或不能上機生產。轉運便捷:組合式設計使拌勻,安裝,生產等過程不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的動機作業。功率低:總功率不到15KW,同步工作不到5KW,節能而且不影響總電容的配比。流水線形式:獨立施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋過程施焊等全部過程。采用螺紋連接技術可精準定位,幫助提高筋籠分解,安裝速度。成都鋼筋籠繞筋機的優勢:1、數控成都鋼筋籠繞筋機自動化程度高,且適用范圍廣,具有鋼筋籠直徑可調,主筋根數可調,箍筋間距可調,電機轉速可調特點。2、整機采用先進的模塊化設計思想,可方便地拆裝組合,控制界面友好,操作簡單方便,轉運方便。3、關鍵零部件,采用高規格生產標準,減少設備故障率,降低使用成本。4、成都鋼筋籠繞筋機對場地適應性強,可根據場地大小、鋼筋籠長度合理布置設備。5、承料分格盤支架可拆裝組合,方便快速地調整鋼筋籠規格尺寸。6、雙主筋和對接主筋可在設備上通過加工完成,配置自動上料機構,大大降低了勞動強度。焊接問題是鋼筋籠制作里一個比較突出的問題。
GJL3000型成都鋼筋籠繞筋機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。河南建貿 鋼筋籠繞筋機生產廠家采用半自動的去完成其繞筋成型整個工藝的專用機械裝備(亦可在膠輥上制作骨架)本公司鋼筋籠繞筋機優點1.PLC變頻控制2.繞筋間距.速度無極調節,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中高配置 沒有后顧之憂基本工藝流程上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位→完成技術參數項目及型號1250型、1500型、2000型、2500型鋼。 焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
