







焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
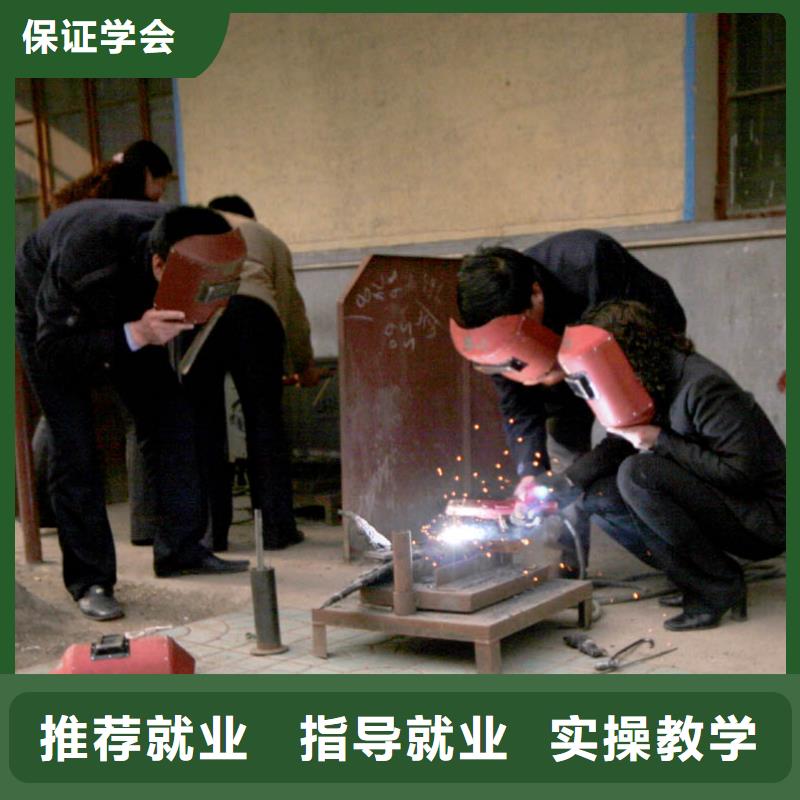
看得清楚焊條熔化后的鐵水對學電焊有很大的幫助,學得也會更快。
1。焊接電流的調節,仰焊、立焊和平焊的電流是不一樣的。
2。運條速度的控制,焊條運行速度得平穩、勻速。
3。焊弧長度的控制。基本的方法是焊條后傾70-80度電弧距離是焊條的直徑主要是手要穩不要抖焊條點燃后,注意焊條前點與被焊體保持火柴頭那大的距離,沿著被焊接縫處,以畫圈的方式均勻劃動,這樣出來的焊紋可成魚鱗狀,好看又結實。電焊條有三種分類方法:按焊條用途分類、按藥皮的主要化學成分分類、按藥皮熔化后熔渣的特性分類。
3.性能優異:
體積大大減小,重量是同類規格晶閘管焊機的1/4左右,現場左右靈活性強,操作簡便;焊接電流、焊接電壓數字顯示,直觀清晰,便于操作;采用特殊引弧電路,引弧成功率實現;與傳統晶閘管焊機相比電流調節范圍更廣;主電路采用先進的軟開關技術,增強了機器的性;優異的性能與漂亮的外觀相結合,高強度的塑料外殼,焊機美觀大氣,新穎。與傳統晶閘管焊機相比節省30%左右。
NBC270-2氣體保護焊機
1.功能先進
引進吸收歐洲先進技術,電路簡潔。
2.保護完善
具有過濾、過熱保護,經過嚴格的三防處理,工作可靠。
3.性能優異
生產效率高,熔敷速度快,比焊條手工焊高1至3倍;焊機成本降低,只有焊條手工的40%至50%;焊后不清渣,又因是明弧,便于監視和控制,有利于實現焊接過程的機械化和自動化。
