





想要更深入地了解我們的防撞護(hù)欄不銹鋼橋梁立柱資質(zhì)認(rèn)證產(chǎn)品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:防撞護(hù)欄不銹鋼橋梁立柱資質(zhì)認(rèn)證的圖文介紹
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
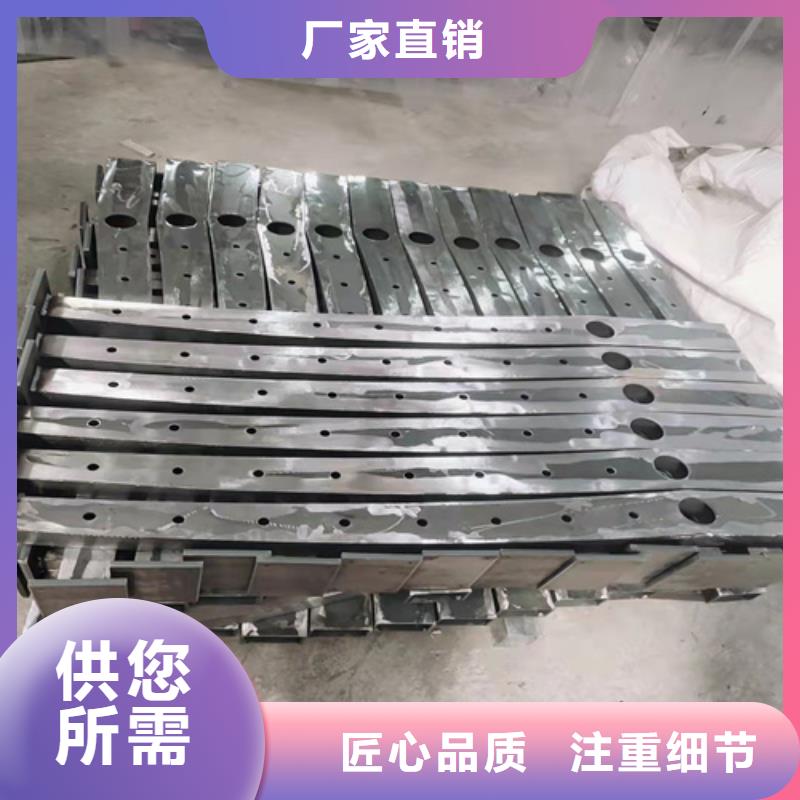
宏達(dá)友源金屬制品有限公司是專業(yè)生產(chǎn) 山東濱州不銹鋼復(fù)合管橋梁護(hù)欄廠家、碳鋼防撞護(hù)欄廠家、方管防撞護(hù)欄廠家、防撞護(hù)欄立柱廠家的大型生產(chǎn)企業(yè)。公司生產(chǎn)工藝先進(jìn)、技術(shù)力量雄厚、裝備精良、檢測設(shè)備齊全。我們將不斷奉獻(xiàn)我們的勤勞與真誠,細(xì)心的完成每一件產(chǎn)品。誠信為本、互利共贏、和諧發(fā)展是山東濱州[公司恒久不變的追求與承諾。我們愿與您攜手共同創(chuàng)造行業(yè)新高度!

欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
全國防撞護(hù)欄庫存水平并未追隨其產(chǎn)量的強(qiáng)勁增長而一起增加,這就表明,2022年所增產(chǎn)的粗鋼數(shù)量,都已經(jīng)進(jìn)入了消費(fèi)領(lǐng)域。在這種情況下,全國防撞護(hù)欄及防撞護(hù)欄產(chǎn)量的大幅增長,也就是總消費(fèi)量的大幅增長。盡管宏觀驅(qū)動向下,但防撞護(hù)欄短期的產(chǎn)業(yè)驅(qū)動無疑是向上的。當(dāng)前防撞護(hù)欄社會庫存加速去化、產(chǎn)量釋放受限、表觀需求連創(chuàng)新高與6—7月份社會庫存不斷累積、產(chǎn)量持續(xù)高位的情況形成鮮明對比。中國防撞護(hù)欄國內(nèi)需求的強(qiáng)勁增長,完全對沖掉了出口減弱的拖累,故而2019年中國防撞護(hù)欄的總量消費(fèi)依然旺盛。2022年的前3個月,全球防撞護(hù)欄增長的主要地區(qū)是亞洲地區(qū),中國又是其中的核心動力來源。
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
宏達(dá)友源金屬制品有限公司
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
橋梁防撞護(hù)欄焊接要領(lǐng)1.采用帶有高頻、脈沖裝置的氬弧焊機(jī)焊接,氣體保護(hù)措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜,焊絲用Ф0.8~Ф1.2㎜,牌號HOCr2NN(即304焊絲),焊接電流點(diǎn)焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min。焊接時要保護(hù)氣體為氬氣,純度為99.99%。當(dāng)焊接電流為50~50A時,氬氣流量為8~0L/min,當(dāng)電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm2.將對焊處兩端磨坡口,為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80~85°角,填充焊絲與工件表面夾角應(yīng)盡可能地小,一般為0°左右。。3.采用低電壓小電流(20A~30A),氬氣調(diào)節(jié)到0.5Mpa左右,對復(fù)合管聯(lián)接處進(jìn)行填焊,對需要透焊的復(fù)合管,采用兩次焊接方式,先將內(nèi)層碳素鋼管焊好,再將表層不銹鋼層焊接(兩次焊接均采用氬弧焊),在焊接過程中,若發(fā)現(xiàn)穿孔,咬邊等缺陷,說明電流偏大,可調(diào)小。如管材焊不透,則電流偏小,可適當(dāng)調(diào)大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當(dāng),不要太大,一般在1㎜之內(nèi)間隙。4.復(fù)合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復(fù)合管表層不銹鋼壁厚在0.3~0.6㎜左右,應(yīng)注意不要過份打磨,否則很容易將不銹鋼表層磨破露出鋼管,這樣就需要修補(bǔ),加大了工作量.可在施工前先切一小段試焊,熟悉一下,一般能焊純不銹鋼薄壁管經(jīng)驗(yàn)較豐富的工人在半天內(nèi)即可掌握焊接要領(lǐng).。
欄不銹鋼橋梁立柱資質(zhì)認(rèn)證")
點(diǎn)擊查看宏達(dá)友源金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
