

滾筒鋼板卷管圖片鋼管樁施工圖片售后完善視頻展示,產(chǎn)品更生動(dòng)!讓您親眼見證其優(yōu)點(diǎn)和特點(diǎn),為您的購(gòu)買決策提供有力支持。
以下是:滾筒鋼板卷管圖片鋼管樁施工圖片售后完善的圖文介紹
鋼板卷管卷管按照不同的性質(zhì)和功能分類可以分為不同的種類和型號(hào),在不同的行業(yè)和領(lǐng)域中具有不同的使用性能和價(jià)值。大口徑卷管的生產(chǎn)需要按照相應(yīng)的工藝生產(chǎn),在生產(chǎn)時(shí)添加一些輔助原料,提高卷管的使用性和耐用性,增加卷管的使用壽命和使用價(jià)值。 焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼。中文名焊接鋼管坯料鋼板或帶鋼焊接方法電弧焊管、高頻或低頻電阻焊管焊縫形狀直縫焊管和螺旋焊管直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高腐蝕性


低壓碳鋼板卷管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。碳鋼板卷管在我國(guó)鋼板卷管業(yè)中具有重要的地位。 低壓碳鋼板卷管的規(guī)格用外徑*壁厚毫米數(shù)表示。低壓碳是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無(wú)縫管主要用于流體輸送管道。碳鋼板卷管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼板卷管。



鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質(zhì)及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應(yīng)按規(guī)定溫度烘干,坡口及其兩側(cè)清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應(yīng)的變形鋁合金的含量。鑄造鋁合金除含有強(qiáng)化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當(dāng)?shù)牧鲃?dòng)性,易與填充鑄造時(shí)鑄件的收縮縫。?



山特金屬制品有限公司主要銷售 山東濱州橋式濾水管等,我公司憑借優(yōu)良的管理、開發(fā)優(yōu)勢(shì),借助超前的開發(fā)理念、先進(jìn)的發(fā)展思想以及成功的運(yùn)作模式,公司的規(guī)模也不斷地發(fā)展壯大.公司不斷進(jìn)取,加快加強(qiáng)項(xiàng)目開發(fā)運(yùn)作,進(jìn)一步完善開發(fā)機(jī)制,強(qiáng)勢(shì)打造公司的品牌效應(yīng)。
公司采用現(xiàn)代化的管理理念,堅(jiān)持以質(zhì)量求生存,以誠(chéng)信求發(fā)展,逐步登上全球化的競(jìng)爭(zhēng)平臺(tái)。我們還要堅(jiān)持“服務(wù)客戶,造福員工,協(xié)同發(fā)展,奉獻(xiàn)社會(huì)”的經(jīng)營(yíng)理念,不斷豐富“科技為先,品質(zhì)為本,追求卓越,誠(chéng)信未來(lái)”的企業(yè)文化內(nèi)涵,積j i參與市場(chǎng)競(jìng)爭(zhēng),靠誠(chéng)信廣交朋友,靠服務(wù)增進(jìn)感情,真誠(chéng)為客戶創(chuàng)造價(jià)值,為廣大客戶提供優(yōu)質(zhì)可靠的產(chǎn)品和全心全意的服務(wù)。
歡迎國(guó)內(nèi)外客戶來(lái)函來(lái)電來(lái)人洽談業(yè)務(wù)!愿與廣大客戶和同行朋友真誠(chéng)合作,共創(chuàng)輝煌事業(yè)!


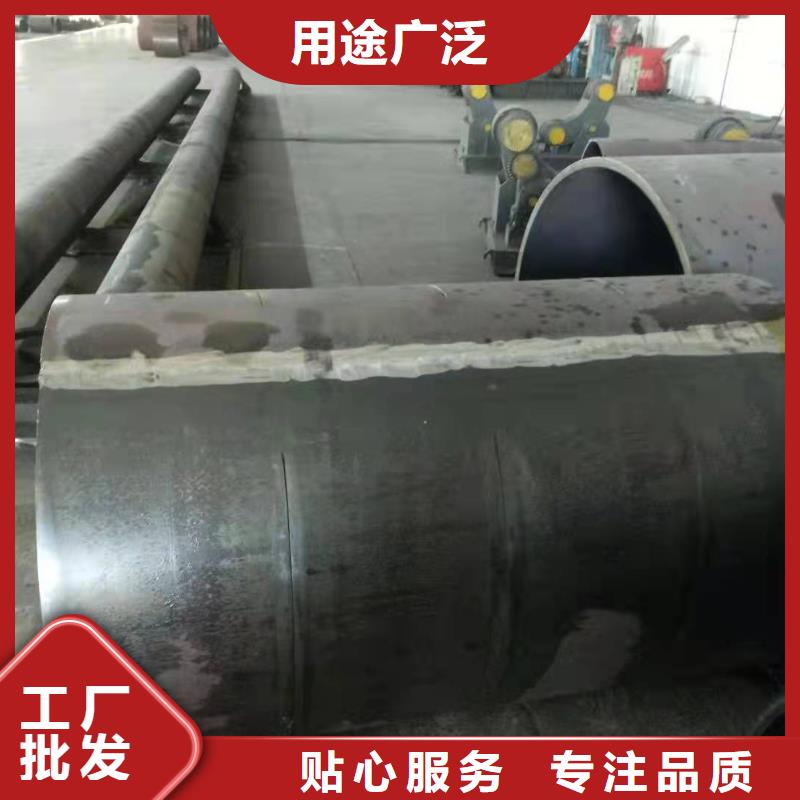
鋼板卷管管節(jié)的卷制 在卷管加工過(guò)程中,應(yīng)防止板材表面損傷。對(duì)有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過(guò)渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。鋼板卷管采用一次性成型工藝,卷制時(shí),先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺(tái)施焊。對(duì)焊接完的管節(jié)進(jìn)行第二次滾圓,卷管的校圓樣板的弧長(zhǎng)應(yīng)為管子周長(zhǎng)的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定: 1對(duì)接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對(duì)接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時(shí),宜在管內(nèi)進(jìn)行封底焊。



點(diǎn)擊查看山特金屬制品有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
