發電站用鋼筋套筒品質穩定
更新時間: 2025-02-10 23:04:10 瀏覽次數:2
以下是:發電站用鋼筋套筒品質穩定的產品參數
| 產品參數 |
|---|
| 產品價格 | 1元/個 |
|---|
| 發貨期限 | 1-7 |
|---|
| 供貨總量 | 50000 |
|---|
| 運費說明 | 電聯 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 齊全 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
以下是:發電站用鋼筋套筒品質穩定的圖文視頻
導讀 發電站用鋼筋套筒品質穩定,云海旭金屬材料有限公司為您提供發電站用鋼筋套筒品質穩定的資訊,聯系人:馬經理,電話:0527-88266888、0527-88266888,QQ:0527-88266888,發貨地:經濟開發區嶗山路1號發貨到山東省 濱州市 濱城區、惠民縣、陽信縣、無棣縣、沾化區、博興縣、鄒平市。 山東省,濱州市 濱州市,山東省轄地級市,位于山東省北部、華北平原東部、黃河三角洲腹地,地處環渤海經濟圈、濟南都市圈“兩區兩圈”疊加地帶,地勢南高北低,大致上由西南向東北傾斜,為溫帶季風氣候特征,總面積9660平方千米。截至2022年10月,全市轄2個區、4個縣,代管1個縣級市。截至2022年底,全市常住人口391.86萬人。
云海旭金屬材料有限公司
濱州發電站用鋼筋套筒品質穩定

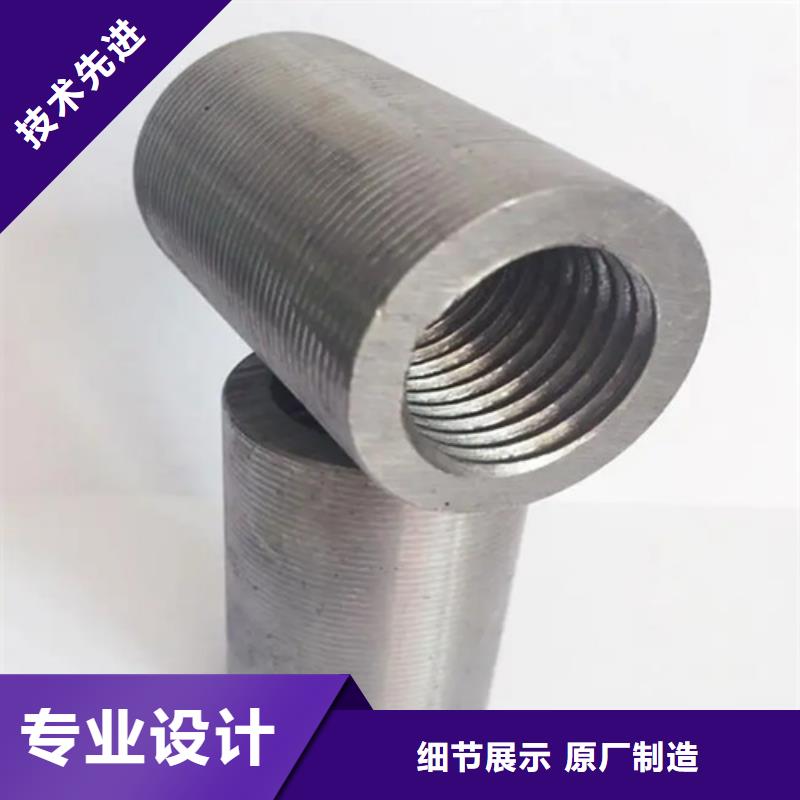
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。

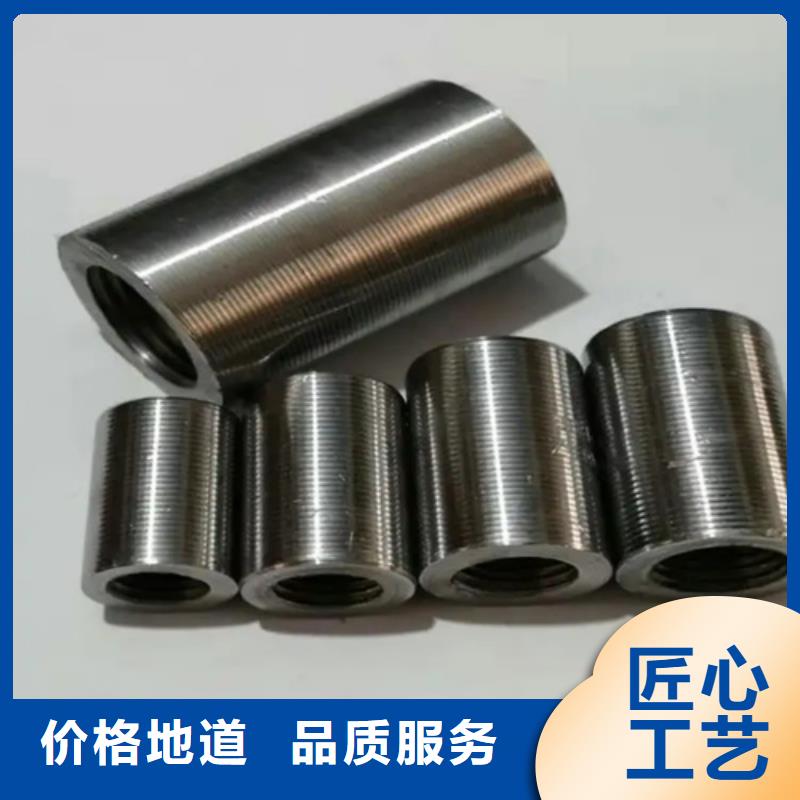
正反絲鋼筋套筒的連接方法具體如下面三步:一、將兩根被連接鋼筋移至連接套筒兩端口,旋轉連接套筒使兩鋼筋順利地旋入連接套筒;二、當鋼筋絲頭旋入連接套筒一半時,觀察連接套筒兩端外露未旋入鋼筋絲頭螺紋的數量。三、確定連接套筒兩端有外露螺紋且數量相等后,用專用的工作扳手或管鉗旋轉連接套筒,使兩根被連接鋼筋的鋼筋絲頭在連接套筒中間對頂鎖緊。鋼筋連接套筒在施工過程中,由于種種原因,鋼筋連接套筒會生銹,生銹的鋼筋連接套筒如果打進混泥土中,由于鐵銹存在,會使得鋼筋連接套筒不能和混凝土牢固粘合,造成工程質量下降,影響工程質量。


總結 發電站用鋼筋套筒品質穩定,云海旭金屬材料有限公司為您提供發電站用鋼筋套筒品質穩定產品案例,聯系人:馬經理,電話:0527-88266888、0527-88266888,QQ:0527-88266888,發貨地:經濟開發區嶗山路1號。