



焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家
生產工藝簡單,生產效率高,成本低,發展較快。
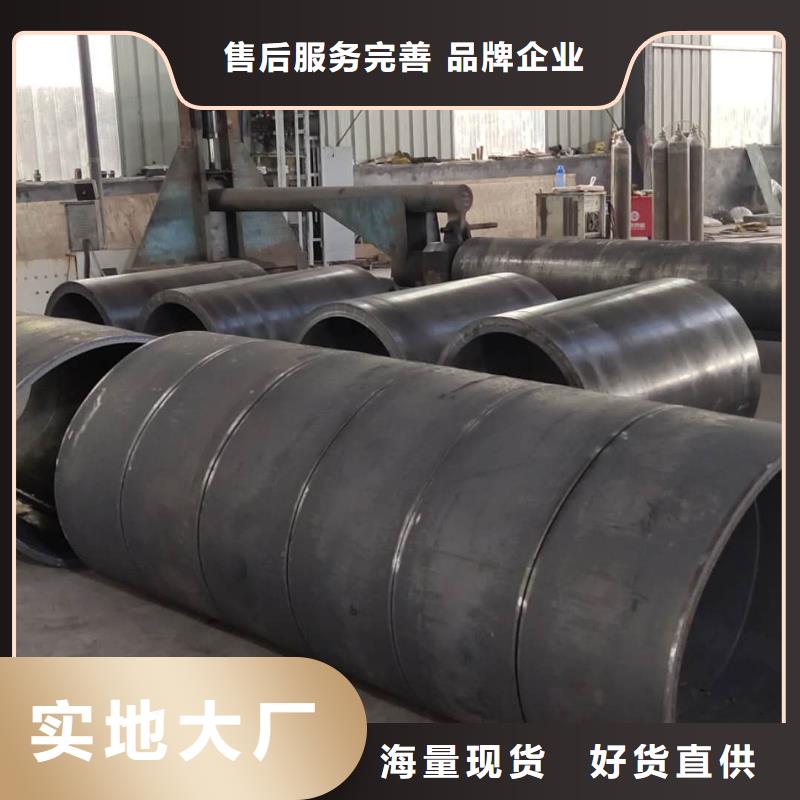
螺旋焊管
強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。
大多數情況下,在成型之後,以提高焊接管形質量。也就是說,擴徑工藝成為了大口徑直縫卷管生產中確保成品管質量的道重要工序。由于拉伸試驗不便于測試,并且由硬度換算到強度很方便,因此人們越來越多地只測試材料硬度而較少測試其強度。特別是由于硬度計技術的不斷進步和推陳出新,如卷管,直縫焊管板和直縫焊管帶等,現在都已經可能直接測試硬度了。所以,卷管機認為存在個硬度試驗逐漸代替拉伸試驗的趨勢。在拋光過程中陰極鉛板表面會沉枳出層厚厚的鐵,鎳等雜質,影響鋼板卷管陰極表面導電,導致電流下降,使拋光表面的陰去,嚴重影響拋光質量。因此,要及時將陰極板上的沉積物除去,有時形成硬質厚膜;,要敲打才能除下,后沖洗干凈,以保為什么卷管同管段中有兩個縱向焊縫?知識y在厚壁卷管清洗和預熱過程中,首先是在噴(拋)射處理前,采用清洗的除去厚壁卷管表面的油脂和積垢采用加熱爐對管躰預熱至,使厚壁卷管表面保持干燥狀態。在噴(拋)射處理時,由于厚壁卷管表面不含油脂等污垢,可增強除銹的效果,干燥的厚壁卷管表面也有利于鋼丸,鋼砂與銹和氧化皮的分離,使除銹后的厚壁卷管表面更加潔凈。
鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
山特公司擁有完善的鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管等生產線的卷管廠,是可生產各種規格各種壁厚的大型卷管的卷管廠。本廠的厚壁卷管大型卷管產品銷往全國各大型企業,深受客戶信賴與好評。 公司嚴格按照ISO9001:2000國際質量管理體系的標準進行鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的生產。