


聯系我們

批發二橫梁防撞護欄的當地廠家
更新時間:2025-01-24 11:41:34 瀏覽次數:5 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |
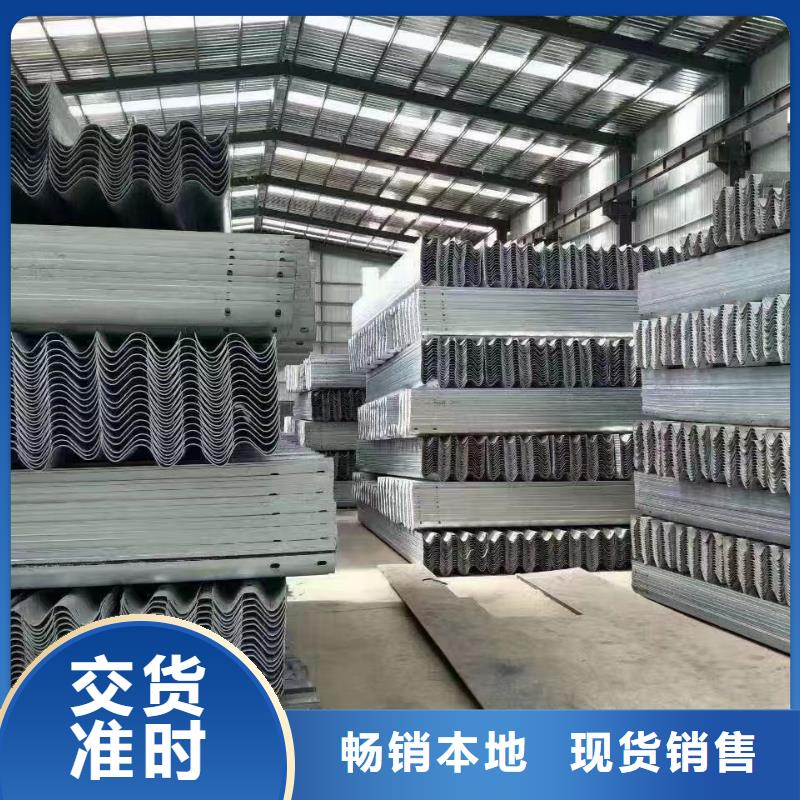


畢節批發二橫梁防撞護欄的當地廠家 云海旭金屬材料有限公司
公路護欄是為了更好的維持交通秩序,但是公路防護欄如何延長使用壽命呢。進行浸塑是防腐的方法之一現在國內比較成熟的作法是:粉末浸塑法它起源于流化床法所謂的流化床初是在溫克勒氣體發生爐上應用于石油分解,進而了固氣兩相工藝,后逐漸用于金屬涂塑方面。 我們知道流化床是固體流態的第段(階段為固定床階段,第段為氣流輸送階段),在固定床的基礎上繼續增大流速(W),床層開始和松動,床層高度開始增加,每個粉末顆粒被浮起,因而離開原來位置作一定程度的移動,這時便進入流化床階段。 所以有時仍叫"流化床包覆法",實際過程是把粉末涂料加入底部多孔透氣的容器(流動槽)中,由鼓風機從下送入經過處理的壓縮空氣,使粉末涂料達到"流化狀態"。成為均勻分布的細散粉末。bc段說明流化床內粉層,其高度(I)隨著氣體速度的增大而增加,但床內壓強(△P)并不增大,在一定范圍內變動流速而不影響流體所需的單位功率,這是流化床的特征,正是利用這一特點來進行涂裝工藝實施的。 流化床內粉末流化狀態的均勻性是保證涂膜均勻的關鍵。在粉末涂裝上用的流化床屬于"豎式流態化"流化數必需經過試驗找出,一般以能夠涂敷即可,流化床內粉末的懸浮率可達30~50%。浸塑方法如下:例如:經過除油預熱到粉末涂料熔融點以上,浸漬到流化床中后塑粉會均勻粘附,然后塑化高分子交聯流平成鋼塑復合制品.。
 畢節批發二橫梁防撞護欄的當地廠家
畢節批發二橫梁防撞護欄的當地廠家

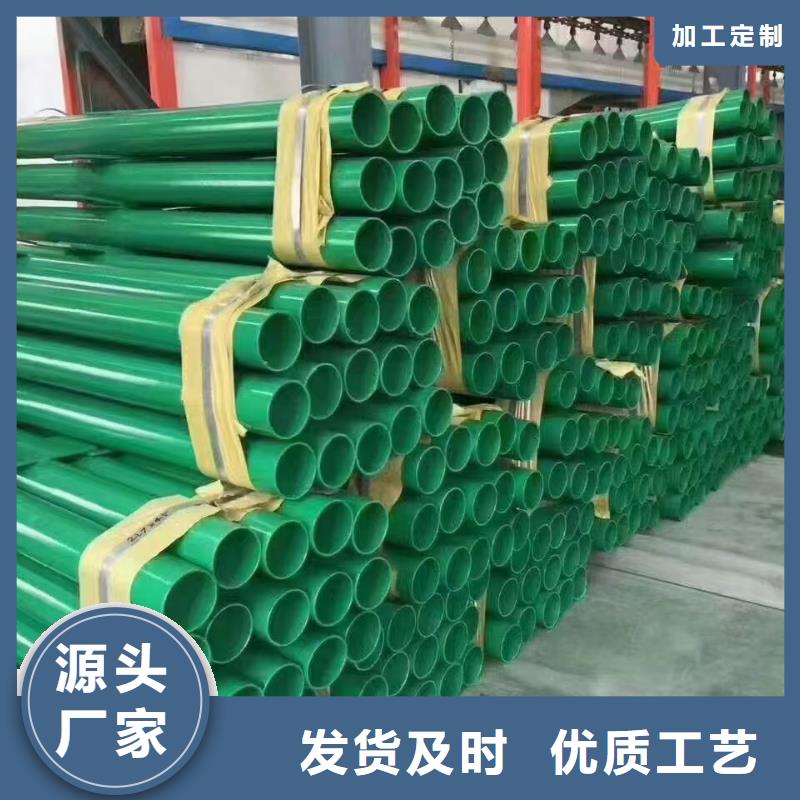
因此, 要想很好地完成不銹鋼復合管過渡層的焊接, 對于焊接材料的選取(根據舍弗勒相圖)、 焊工的資質、 焊接坡口型式、 及焊接工藝參數都有特定的要求。 為了避免不銹鋼層與基體界面處出現的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復合管焊接質量的關鍵。 [8] 由于內襯不銹鋼復合鋼管生產工藝和技術的限制, 目前, 國產的復合管的基層和復合層還不能完全熔焊在一起, 因此在實際焊接中具有一定難度。 內襯不銹鋼復合鋼管的復合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進行封焊, 根據不銹鋼管的焊接特點, 在焊接過程中當熱輸入較大, 冷卻較慢時, 易產生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時鎢極電弧穩定, 即在很小的焊接電流下仍可穩定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。

焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。 不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。