




為了給您提供更的無縫鋼管_冷軋精密無縫鋼管實力工廠產品信息,解鎖無縫鋼管_冷軋精密無縫鋼管實力工廠產品新體驗,視頻帶你玩轉每個細節!
以下是:遼寧本溪無縫鋼管_冷軋精密無縫鋼管實力工廠的圖文介紹


無縫鋼管壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚Si:名義壁厚mmC.鋼管橢圓度:表示鋼管的不圓程度。d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度g. 鋼管端面坡口角度和鈍邊5.鋼管表面質量:表面光潔要求a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。產生原因:① 由于管坯的表面缺陷或內部缺陷所帶來的。② 生產過程中產生的,如軋制工藝參數設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。③ 管坯(鋼管)在加熱軋制,熱處理以及矯直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的殘余應力,那么也有可能導致鋼管產生表面裂紋。



展望未來,旺宇鋼鐵(本溪市分公司)將繼續堅持以“的 高壓鍋爐管產品與周到的服務”為核心,清晰的展現發展藍圖!我們相信有您的支持我們會做的更好!


無縫管業內對焊管的認知,不盡相同。東南沿海及長江中下游的無縫管企業較早接受,例如寶鋼前幾年就開始策劃上高頻直縫焊管ERW610mm機組、5m寬厚軋機和UOE大口徑直縫埋弧焊管生產線;武鋼集團擬開發2250mm寬帶熱連軋機及ERW610mm機組;大冶無縫鋼管廠在研討發展方向時決定避開焊管的優勢,不上大口徑無縫管生產線,生產發揮無縫管厚壁優勢的產品;天津無縫鋼管有限公司也在研究發展焊管產品、熱帶生產線的可行性。 在無縫管企業內部,營銷部門比技術部門對焊管產品的認知要早;在技術部門內,一般技術人員與資深技術專家的感受也不盡相同。在行業外,石油系統比冶金系統認知焊管要早。技術本身在發展,但有的快、有的慢。板、帶、棒、線材發展連鑄連軋技術快,而無縫管材就慢,因而成本居高不下。



khgg

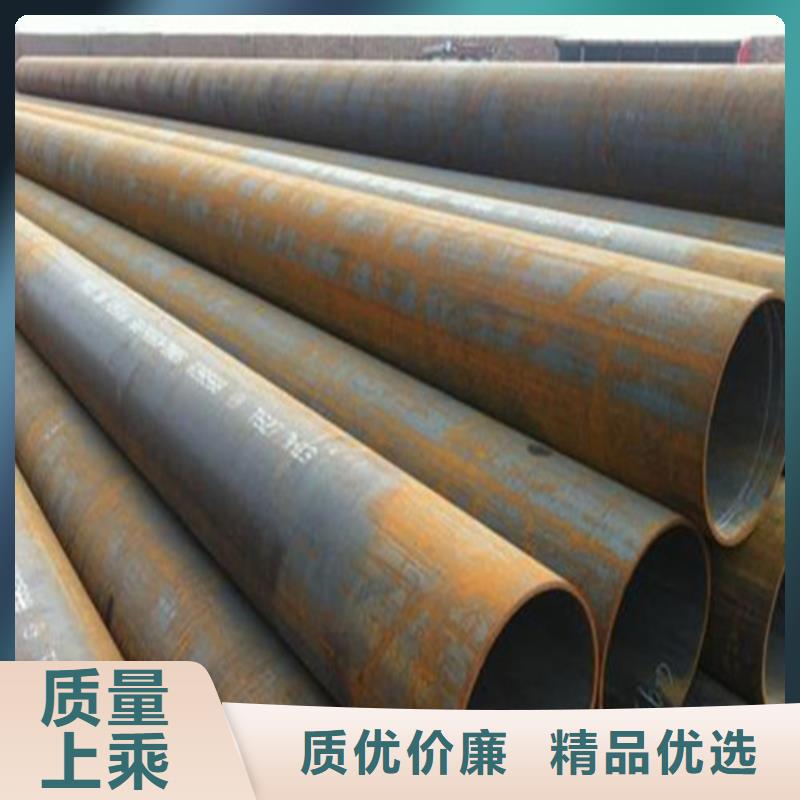
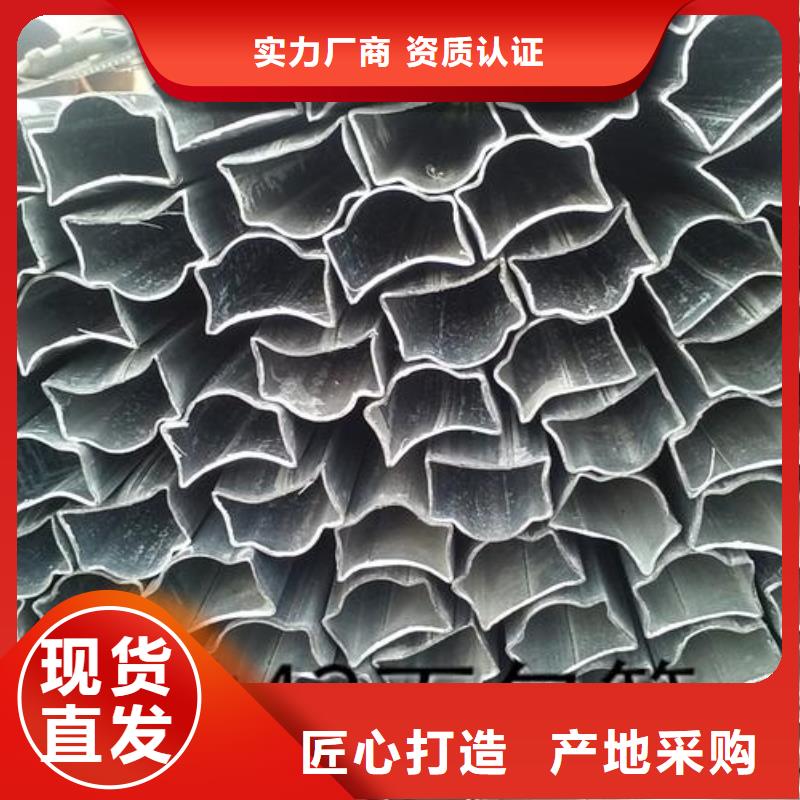
冷拔或冷軋精密無縫鋼管(GB3639-83)是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的冷拔或冷軋精密無縫鋼管。選用精密無縫鋼管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。 厚壁無縫鋼管厚壁無縫鋼管按材質分類 厚壁無縫鋼管的材質為10#、20#、35#、45#稱為普通鋼管, 合金鋼管。
厚壁無縫鋼管生產工藝編輯 一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料
厚壁無縫鋼管生產工藝編輯 一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料
