您的位置>首頁 >本溪當地今日熱點 >
35CrMo精密鋼管實地廠家
更新時間: 2025-01-22 23:23:05 瀏覽次數:3
以下是:35CrMo精密鋼管實地廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 4.5/米 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 大金鋼管 |
|---|
| 發貨城市 | 山東聊城 |
|---|
| 產品產地 | 山東聊城 |
|---|
| 可售賣地 | 全國 |
|---|
| 適用領域 | 金屬制品,機械制造 |
|---|
以下是:35CrMo精密鋼管實地廠家的圖文視頻
導讀 今年在遼寧省本溪市購買35CrMo精密鋼管實地廠家有了新選擇,大金鋼管制造有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的35CrMo精密鋼管實地廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-15806808820,QQ:1365789918,地址:聊城經濟開發區工業園發貨到遼寧省 本溪市 溪湖區、明山區、南芬區。 遼寧省,本溪市 本溪市素有“燕東勝境”之稱,也有“綠色鋼都”“中國藥都”“楓葉之都”的美譽,擁有“奇洞、名山、秀水、溫泉、楓葉、民俗”六大名片,是東北抗聯重要根據地,是中國擁有自然和文化“雙遺產”的城市之一,擁有世界文化遺產桓仁五女山城,有水洞、大峽谷、五女山、楓林谷、花溪沐、關山湖、鐵剎山等A級以上景區51家,省級旅游度假區3家,全國鄉村旅游重點村7家,省級精品民宿43家,是中國旅游城市、中國溫泉之城。是中國重要的老工業基地,礦藏豐富,本溪的遼硯為中國三大名硯之一。

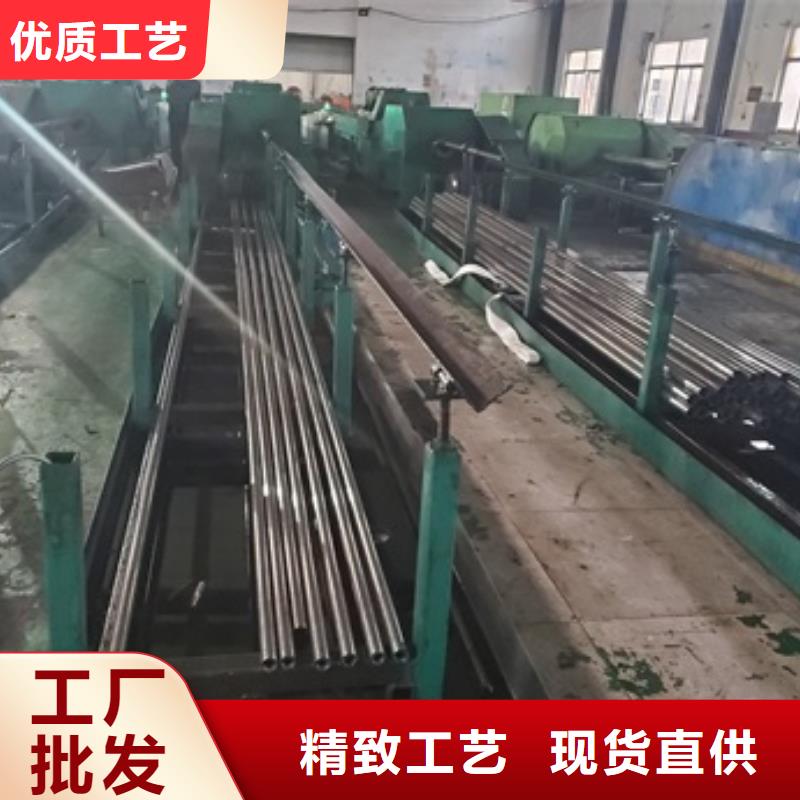
精密管拋光光澤紛歧的原因
在批量拋光一批精密無縫鋼管的時分原則上來說每一個工件終的質量應該是一樣的,但有的
時分統一槽里邊拋光出來的不銹鋼工件的質量是紛歧樣的,有的比較亮,有的光澤昏暗,還有的是
部分沒有光澤。為什么會這樣呢?
首要我們要考慮自己一次性拋光的精密無縫鋼管工件的數量是多少。盡管不銹鋼電解拋光設備
能夠批量拋光,可是同槽拋光的不銹鋼工件數量過多是會影響拋光作用的,導致工件在拋光的時分
不能充分拋光,電流的散布不能夠均勻。
一旦拋光時的電流散布不均勻就會導致精密無縫鋼管外表部分無光澤。因此在拋光的時分要根據拋
光槽的大小來挑選合適數量的工件。
其次還要考慮在拋光的時分不銹鋼工件是不是堆疊在一起了,導致有些部位沒有被拋光。因此我們
在批量拋光的時分除了要控制住拋光工件的數量外,還要合理擺放不銹鋼工件,做到工件不堆疊。
除了上面兩個原因外,精密無縫鋼管的外表上有水珠、油脂等污跡時也會影響拋光作用。運用
不銹鋼電解拋光設備的操作人員要熟知運用方法和操作技巧,這樣才干確保拋光出的工件質量.
大金鋼管制造有限公司

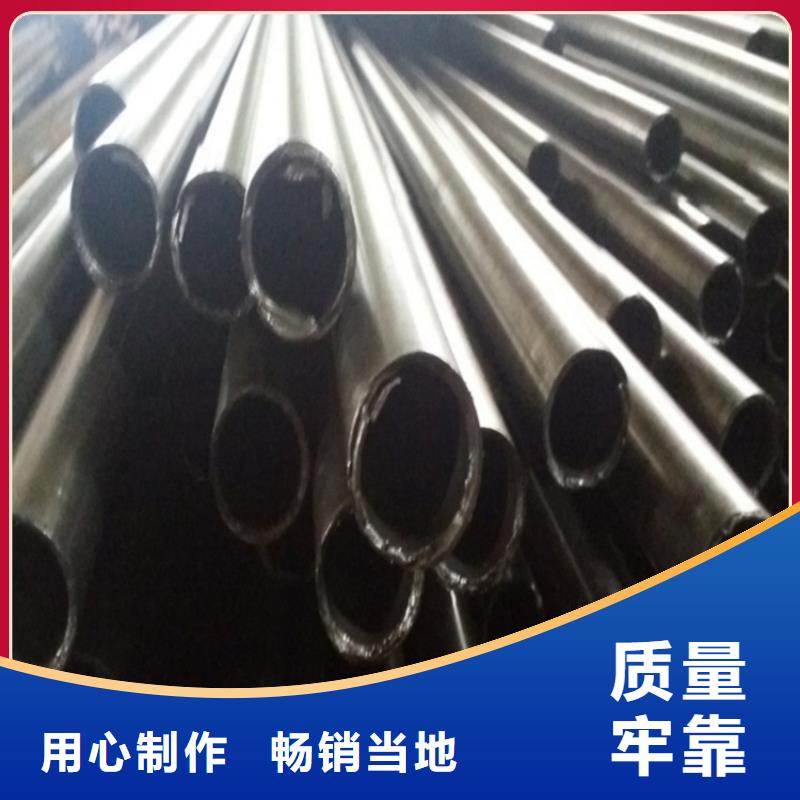
精密鋼管隨著社會的認同,在各個不同的領域被應用著。所有精密管的雛形都是普通毛管,所謂的普通毛管通常是指用鋼錠或者實行管穿孔制成,再經過熱軋和冷軋技術制作而成。在國際上,精密鋼管的使用率很高,在國內也好國外也好,精密鋼管在整個管道材料中占有非常重要的地位。從目前的市場發展來看,中國的精密鋼管比較有規模的生產廠家已經有兩百家之多,同時,每年的產量也一直都在不斷的。而且精密鋼管的技術也在不斷的完善,相對以前工藝也更加成熟。公司近出產的精密鋼管,在產品質量方面得到了發展和,對于內孔和外壁的尺寸都有嚴格的要求,以此來規范和保證精密鋼管的質量。

大家都知道油氣管道的要求非常的高,不僅需要密封性好,還要不會生銹,并且有利于液體的長距離運輸。以前我們在前兩個特點都能夠滿足,但是適于長途運輸很難做到。所以經過近一年的研究,終于攻破了這項難題。
精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。精密管近期技術進行改革,沒有做什么宣傳,不過正好我們的新技術也研究成功了。現在產品終于可以成功用于油氣管道的運輸了。

總結 大金鋼管制造有限公司【18863585399】在遼寧省本溪市本地專業從事35CrMo精密鋼管實地廠家,價格低,發貨快,效果好 ([城市群])可送貨上門。