服務(wù)熱線:15900333356

您可能對(duì)本溪本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-05 05:34:35 瀏覽次數(shù):28 公司名稱:天津 萬(wàn)弗萊鋼有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |


縫鋼管黑方管匠心打造")
縫鋼管黑方管匠心打造")
縫鋼管黑方管匠心打造")
縫鋼管黑方管匠心打造")
縫鋼管黑方管匠心打造")
縫鋼管黑方管匠心打造")

縫鋼管黑方管匠心打造")
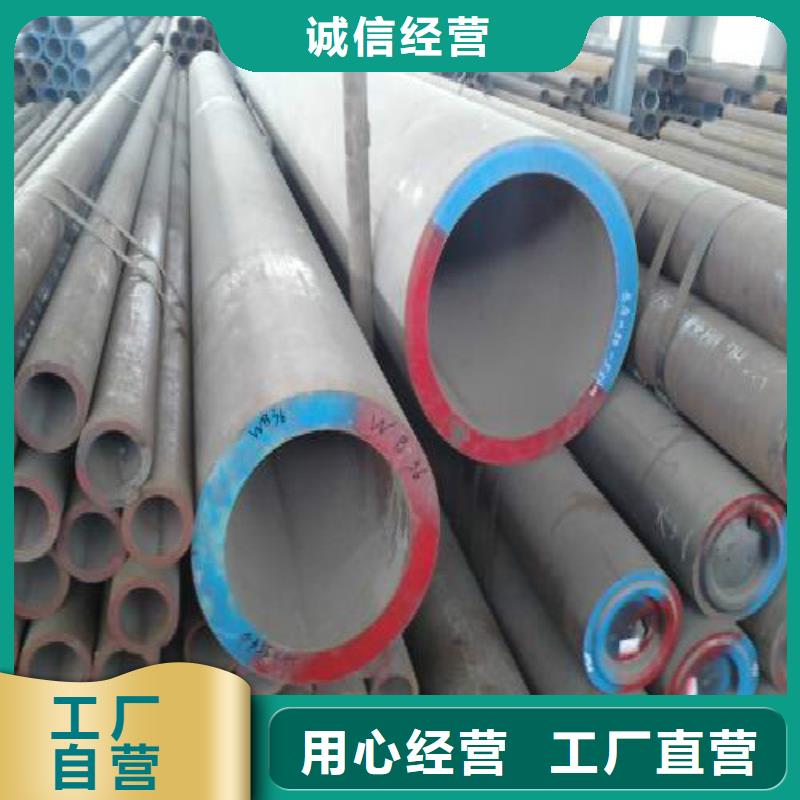
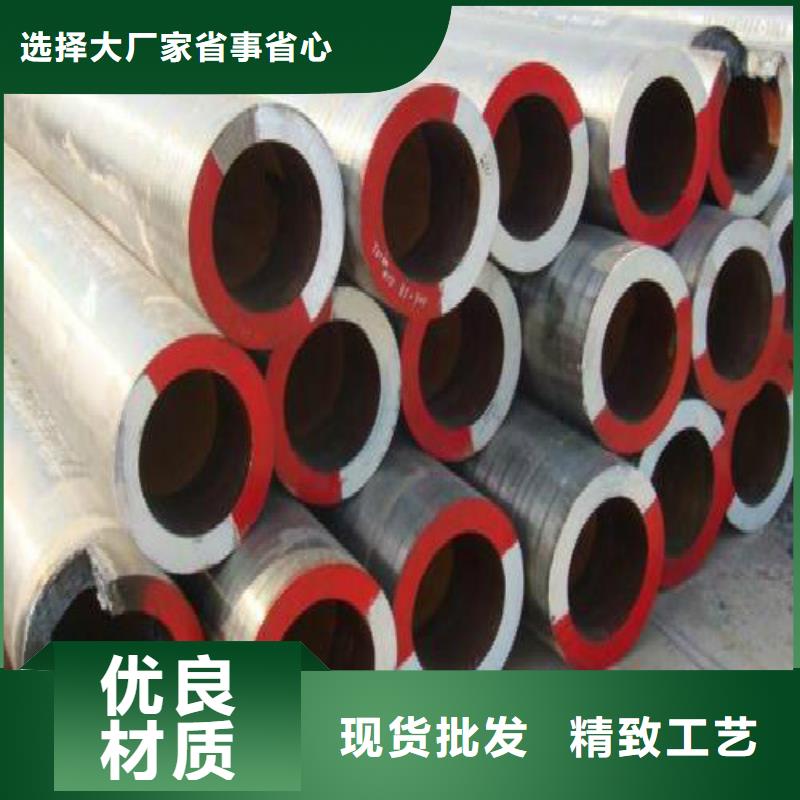
鋼管兩端應(yīng)切成直角,并毛刺。不銹鋼無(wú)縫管的制造工藝:
1.熱軋(擠壓無(wú)縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù)
無(wú)縫管廠軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由無(wú)縫管廠定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。
2.冷拔(軋)無(wú)縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。熱軋、熱擠壓鋼管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)鋼管不大于公稱壁厚的4%, 深度不大于0.3mm。

縫鋼管黑方管匠心打造")
買本溪合金管直接找源頭工廠給您更好的產(chǎn)品
縫鋼管黑方管匠心打造")
嚴(yán)格把控本溪合金管生產(chǎn)標(biāo)準(zhǔn)確保品質(zhì)出廠的都是合格品
縫鋼管黑方管匠心打造")
本溪合金管按需定制產(chǎn)能穩(wěn)定滿足多種需求
縫鋼管黑方管匠心打造")
本溪合金管成熟技術(shù)團(tuán)隊(duì)和售后團(tuán)隊(duì)交貨準(zhǔn)時(shí)