您的位置>首頁 >蚌埠本地每News >
數控鋼筋剪切生產線性價比高
更新時間: 2025-01-12 23:31:40 瀏覽次數:5
以下是:數控鋼筋剪切生產線性價比高的產品參數
| 產品參數 |
|---|
| 產品價格 | 18000 |
|---|
| 發貨期限 | 24h |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 包郵 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 優級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 河南建貿 |
|---|
| 產品規格 | JMGSX-500 |
|---|
| 發貨城市 | 長葛 |
|---|
| 產品產地 | 河南 |
|---|
| 可售賣地 | 全國 |
|---|
| 型號 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名稱 | 金屬帶鋸床 |
|---|
| 材質 | 金屬 |
|---|
| 品牌 | 河南建貿機械 |
|---|
以下是:數控鋼筋剪切生產線性價比高的圖文視頻
導讀 數控鋼筋剪切生產線性價比高,建貿機械 有限公司為您提供數控鋼筋剪切生產線性價比高,聯系人:趙艷杰,電話:13298459090、13298459090,QQ:2060712089,請聯系建貿機械 有限公司,發貨地:許昌老城鎮發貨到安徽省 蚌埠市 龍子湖區、蚌山區、禹會區、淮上區、懷遠縣、五河縣、固鎮縣。 安徽省,蚌埠市 蚌埠市,別稱珠城,安徽省轄地級市,地處安徽省東北部,淮河中游,地處中國南北地理分界線秦嶺—淮河一線,黃淮海平原與江淮丘陵的過渡地帶,北與宿州市接壤,南與淮南市、滁州市相連,東與滁州市和江蘇省宿遷市毗鄰,西與亳州市、淮北市接壤。屬北亞熱帶濕潤季風氣候與南溫帶半濕潤季風氣候區的過渡帶,總面積5951平方千米。截至2023年3月,全市下轄4個區、3個縣。截至2022年底,蚌埠市常住人口330.9萬人。
別再等待了,僅僅一分鐘,就能通過我們的數控鋼筋剪切生產線性價比高產品視頻探索到無數令人心動的細節和亮點。
以下是:數控鋼筋剪切生產線性價比高的圖文介紹



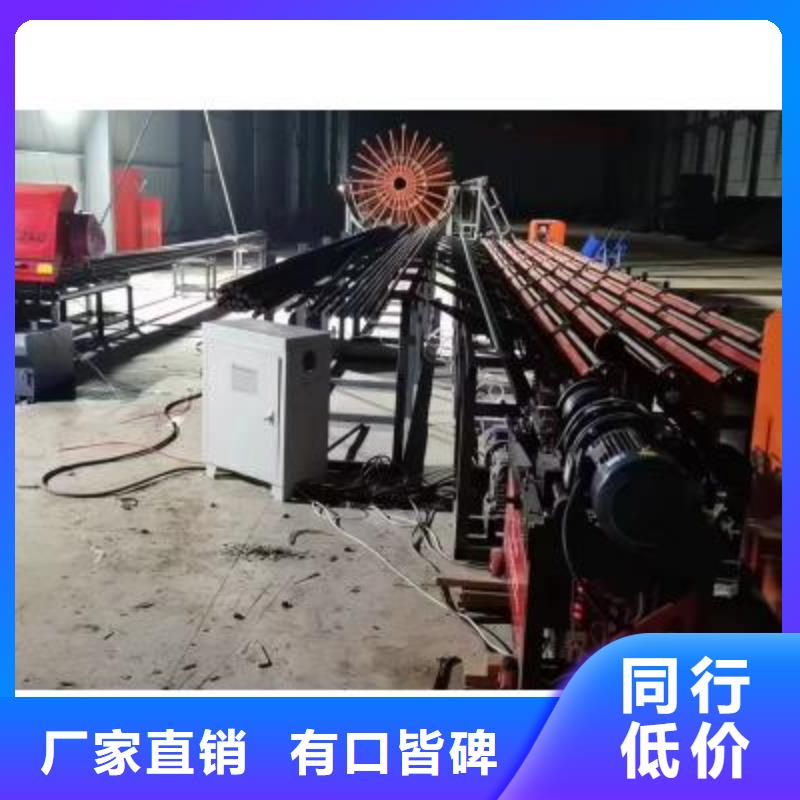
近年來隨著科技的進步和發展很多的施工現場樁基鋼筋籠越來越多的采用套絲搭接的方式進行,傳統的焊接搭接慢慢的被淘汰。因而如何處理套絲搭接問題成為了很多施工方頭疼的問題。數控鋼筋鋸切套絲打磨生產線是專門為處理套絲搭接問題而專門設計的一種數控鋼筋加工智能化設備。帶大家了解一下安徽蚌埠數控鋼筋鋸切套絲打磨生產線具體是如何處理套絲搭接問題的。1、數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。



金屬帶鋸床斷帶的原因及措施:斷帶原因分析及故障處理 1.上導向塊間隙不合適,臥式金屬帶鋸床,對鋸背抵壓過重,使鋸帶齒根處張力過大產生裂紋導致斷帶。檢查方法:調整好兩 的切點,使與兩鋸臂夾縫在同一水平線上,金屬帶鋸床品牌,鋸背與輪肩保持一定距離,以不切斷紙為宜;用一直尺沿夾好的鋸帶方向在鋸臂中間測量,吻合度在0.1~0.2mm之間,并且確定鋸背與導向塊完全吻合;導向塊活動套間隙為0.5mm。 2.導向塊磨損造成鋸背磨損,使鋸帶背部產生裂紋導致斷帶。導向塊合金有明顯磨痕及凹槽,鋸背有不規則劃傷并在劃傷處斷裂,要經常檢查。 3.夾緊塊因過緊或過松而磨損,使鋸帶側面劃傷。過緊增加鋸帶的負荷使之斷裂;過松可使鋸帶走偏或鋸口有波紋。


建貿機械 有限公司 安徽蚌埠液壓噴濕機廠家產品自推出市場以來,其可靠的性能、人性化的設計、合理的價格、完善的售后服務為公司樹立企業形象、開展業務奠定了良好的市場基礎。吸引了眾多客戶青睞的目光, 安徽蚌埠液壓噴濕機廠家得到了廣大客戶的一致認可。



帶鋸床液壓油在使用過程中會因摩擦、外力作用等因素造成油溫升高,油溫升高之后液壓油粘度下降,達不到原有標準,在液壓油油溫升到度以上時液壓油基本無常工作。液壓油油溫升高粘度下降后,液壓柱下降過程不受影響,因為油液處于釋放狀態,液壓柱靠重力作用即可下降;液壓柱上升過程中液壓油需通過油泵所施加壓力將壓力傳遞至油缸活塞上將液壓柱頂起,但油溫升高后粘度下降,無法達到正常的壓力傳遞,帶鋸床液壓柱上升緩慢或無法上升;另外油溫升高后油液粘度下降,對密封的要求更加嚴格,有可能存在內泄。解決方法:。帶鋸床加裝冷卻裝置,在使用過程中將液壓油油溫保持在相對較低的溫度;。更換高一級粘度的液壓油,如#改為#;。查找有無內泄現象;。更換油質較好的液壓油。
帶鋸床油一熱液壓柱升不起來的原因分析
總結 數控鋼筋剪切生產線性價比高,建貿機械 有限公司為您提供數控鋼筋剪切生產線性價比高產品案例,聯系人:趙艷杰,電話:13298459090、13298459090,QQ:2060712089,發貨地:老城鎮。