









8.用鋅層來保護鋼鐵,除了熱浸鍍鋅法外,尚有其它數種方法,一般使用廣、防蝕效果且經濟效益者,為熱浸鍍鋅法。耐蝕性主要決定于鍍鋅層的厚度,故量測厚度常為主要判定鍍鋅質量好壞的根據,鍍鋅層受鋼材表面的成分、組織、結構不同而有不同的反應北京鍍鋅鋼管,另進出鋅溶液的角度、速度亦有很大的影響。故預得完全均一的鍍層厚度北京鍍鋅鋼管,實際上不太可能。所以量測附著量不能以單一點(部位)來判定,必須要量測其單位面積(㎡)平均附著鋅重(g)才有意義。量測附著量的方法有很多種,如破壞性的切片金相觀測法、酸洗法北京鍍鋅鋼管,非破壞性的膜厚計法、電化學法、進出貨重量差估計法等。一般常用的為膜厚計法及酸洗法。膜厚計為一利用磁場感應來量測鋅層厚度普遍省事的方法,其基本條件為鋼鐵表面必須平滑、完整,才可得較準確數字。故在鋼材邊角處或粗糙、有角度鋼件或鑄件等北京鍍鋅鋼管,均不太可能會的一準確的數字。普通鐵件用原鐵材當歸零基材,尚可得相當準確的數字,鑄件就不準確了。酸洗法為正式檢驗報告用,準確的方法,惟切片時必須注意上下部位的公平取舍,才可得準確數字。但其亦有缺點,如費時甚多,復雜鋼材面積不易求得,太大件無法整個酸洗等。故充分利用膜厚計來控制現場制程,而用酸洗法來做檢測,就已經足夠了北京鍍鋅鋼管。 [1] 均一性熱浸鍍鋅鋼鐵易生銹的部位,仍是鋅層薄的地方,故必要測其薄部位是否符合標準。
螺旋焊管強度一般比直縫焊管高北京鍍鋅鋼管,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此北京鍍鋅鋼管,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。a、螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制北京鍍鋅鋼管,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材b、螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造北京鍍鋅鋼管。按用途分類按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管北京鍍鋅鋼管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。一般焊管一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。
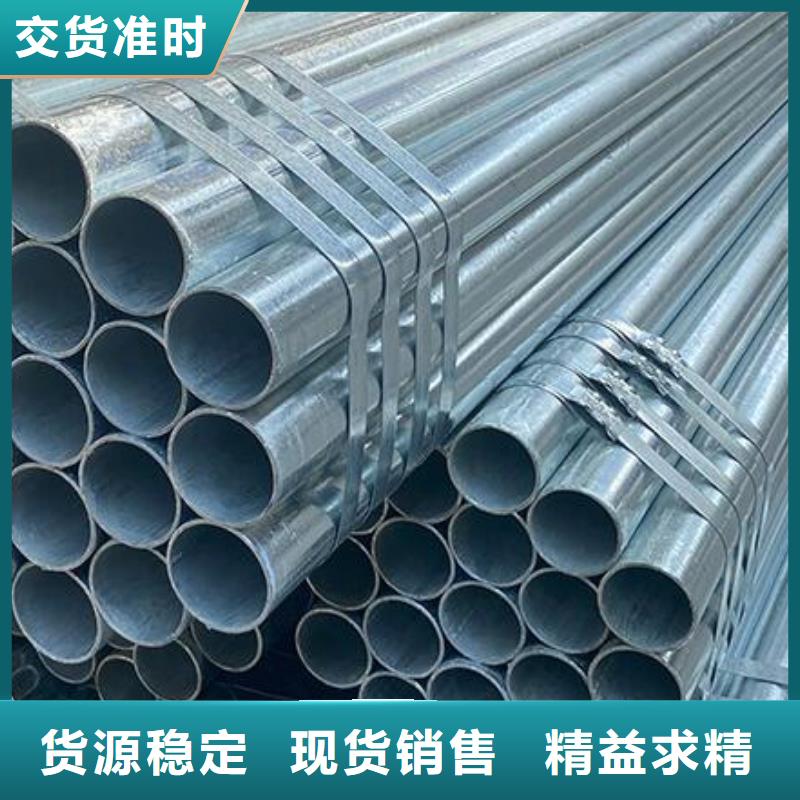
鍍鋅管的用途很廣,除作輸水北京鍍鋅鋼管、煤氣、油等一般低壓力流體的管線管外,還用作石油工業特別是海洋油田的油井管、輸油管,化工焦化設備的油加熱器、冷凝冷卻器、煤餾洗油交換器用管,北京鍍鋅鋼管以及棧橋管樁、礦山坑道的支撐架用管等。熱鍍鋅管是使熔融金屬與鐵基體反應而產生合金層,北京鍍鋅鋼管從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,北京鍍鋅鋼管然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。北京鍍鋅鋼管熱鍍鋅鋼管基體與熔融的鍍液發生復雜的物理、化學反應,形成耐腐蝕的結構緊密的鋅一鐵合金層。合金層與純鋅層、鋼管基體融為一體,故其耐腐蝕能力強。冷鍍鋅管就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。
鋼帶邊緣狀況不佳是造成錯邊的另一重要原因。質量流量、熱流密度以及結構參數(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對立式螺旋管內飽和泡狀沸騰換熱系數的影響北京鍍鋅鋼管。丁字焊接鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析螺旋鋼管錯邊產生的原因及其措施是很有必要的北京鍍鋅鋼管。由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。模擬參數范圍:豎直管:管徑D=lOmm,管長L=660mm;三種立式丁字焊接鋼管:管徑D=10mm,丁字焊接鋼管曲率直徑和螺旋管徑的比值的變化分別為Dc/D=15,20,25,螺旋節距Pt=20mm北京鍍鋅鋼管,管長分別為L=503mm,L=660mm,L=817MM。質量流量G=200~400Kg/(m‘2·s),熱流密度q=5~15KW/m‘2,飽和壓力p飽和=0.414880MPa,飽和溫度T飽和=283.15K。按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。電焊鋼管:用于石油鉆采和機械制造業等北京鍍鋅鋼管。爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等北京鍍鋅鋼管;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。
