



更新時間:2025-01-31 23:51:27 瀏覽次數(shù):6 公司名稱:許昌 建貿(mào)機械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 36000/臺 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 發(fā)貨城市 | 河南許昌 |
| 產(chǎn)品產(chǎn)地 | 河南許昌 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3500kg |
| 產(chǎn)品顏色 | 可定制 |
| 品牌 | 河南建貿(mào) |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質(zhì)量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |
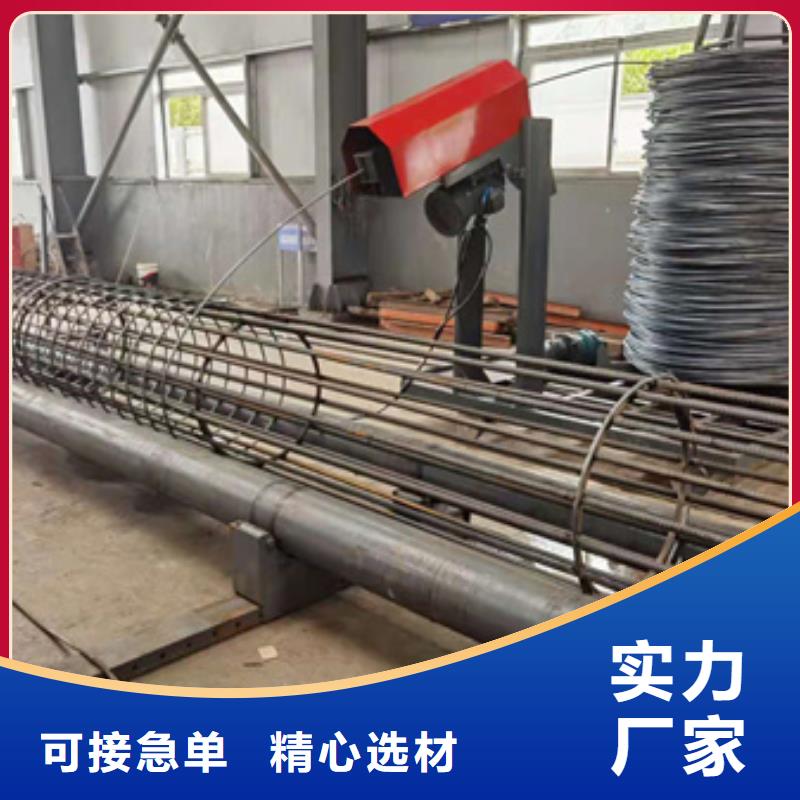

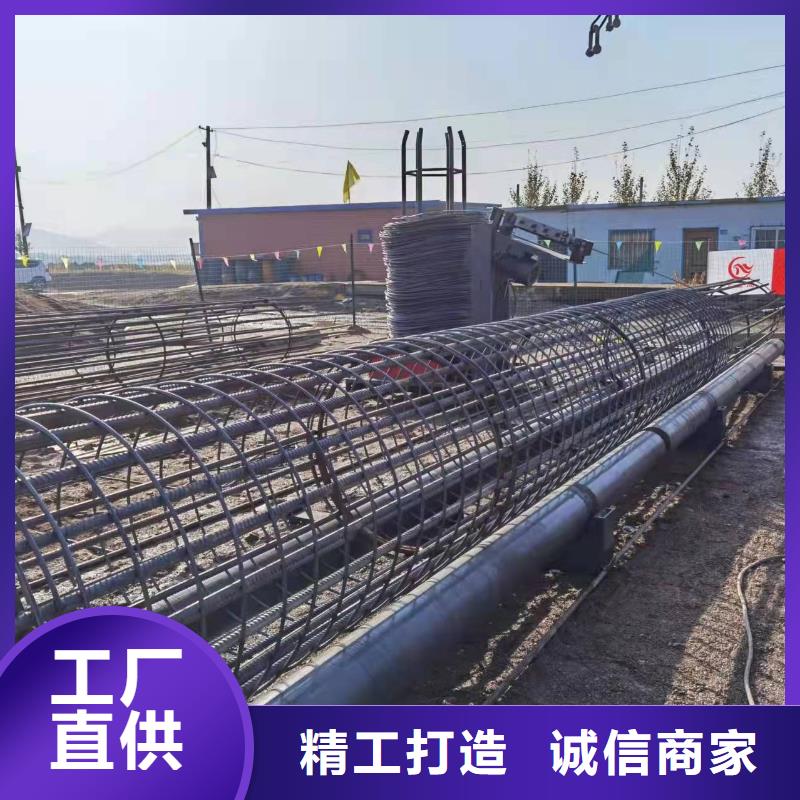

三、鋼筋籠滾焊機的加工特性: 1、加工速度快:正常情況下備料及滾焊有些5人一班,分二班作業(yè),10自個就可以加工出20多個12米長制品的籠子(備料、滾焊、加強筋設(shè)備、勘探管設(shè)備、導(dǎo)向墊塊設(shè)備等),作業(yè)功率非常高。 2、加工質(zhì)量安穩(wěn)牢靠:因為選用的是數(shù)控機械化作業(yè),主筋、環(huán)繞筋的間隔均勻,鋼筋籠直徑一起,產(chǎn)品質(zhì)量徹底到達標準央求。在實踐中手工出產(chǎn)鋼筋籠時工程監(jiān)理幾乎每天都到加工現(xiàn)場進行檢查,而運用機械加工后,監(jiān)理對機械 化加工的鋼筋籠根柢實行了“免檢”。 3、 箍筋拉緊不需搭接,較之手作業(yè)業(yè)節(jié)省材料1.5%,降低了施工本錢。 4、 因為主筋在其圓周上分布均勻,多個鋼筋籠搭接時很便當,節(jié)省了吊裝時間。 5、 繞筋機機械化加工鋼筋籠,在質(zhì)量控制方面得到了保證。


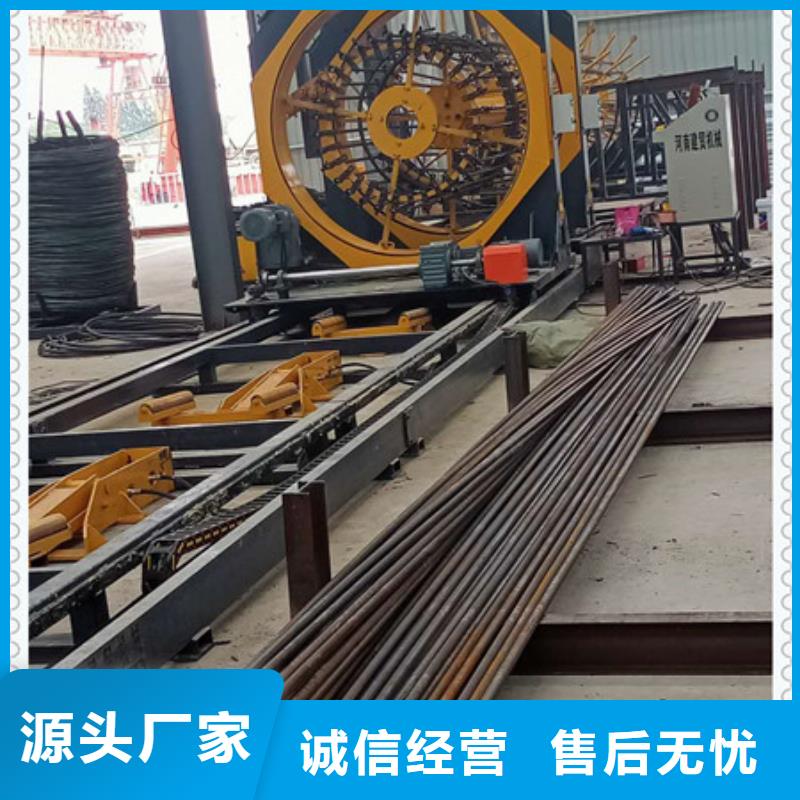
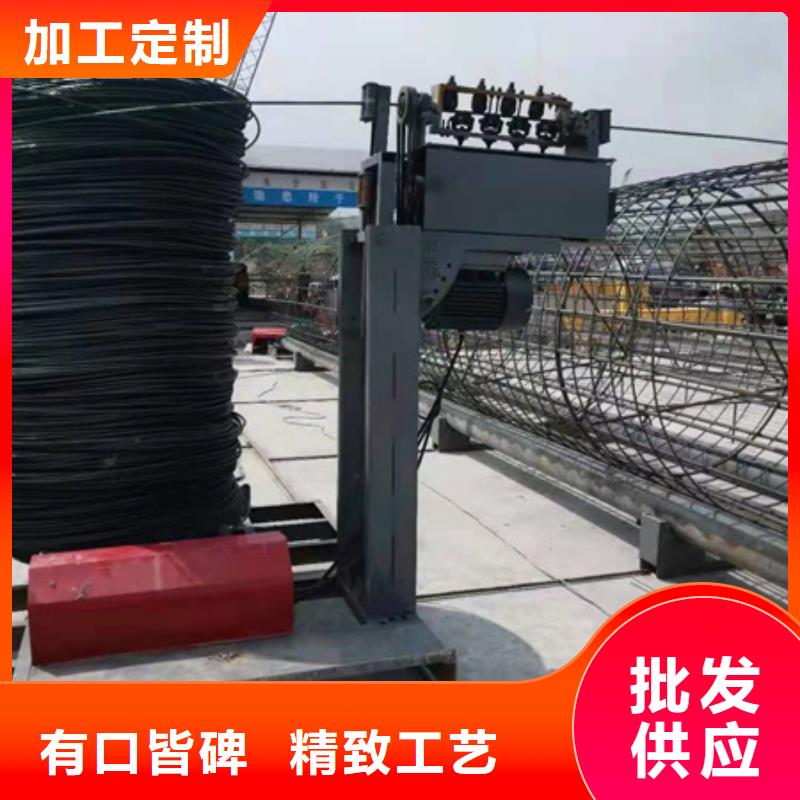
產(chǎn)品優(yōu)勢:1:本機加工速度快:待工狀態(tài)2個可全程生產(chǎn),正常工況3-6人可生 產(chǎn)10-20多節(jié)鋼筋籠。2: 本機質(zhì)量穩(wěn)定:機械化作業(yè)不受人為因素影響,長時間工作可穩(wěn)定質(zhì) 量不變。3: 本機轉(zhuǎn)運便捷:組合式設(shè)計使報運安裝、生產(chǎn)等過程不依賴起重設(shè) 備,適應(yīng)工廠化大批量國定生產(chǎn)和施工現(xiàn)場分散的機動作業(yè)。4: 本機功耗低:總功率不到15KW,同步工作不到5KW,節(jié)能而且不影響 總電容的配比。5: 本機流水線形式:獨立施工不受各工序影響,不間斷完成主筋箍 筋焊接成型、繞筋過程施焊等全部過程。6: 本機采用螺紋連接技術(shù)可精準定位,幫助提高鋼筋籠分解、安裝鋼筋籠繞筋機的優(yōu)勢:1、數(shù)控鋼筋籠繞筋機自動化程度高,且適用范圍廣,具有鋼筋籠直徑可調(diào),主筋根數(shù)可調(diào),箍筋間距可調(diào),電機轉(zhuǎn)速可調(diào)特點。2、整機采用先進的模塊化設(shè)計思想,可方便地拆裝組合,控制界面友好,操作簡單方便,轉(zhuǎn)運方便。3、關(guān)鍵零部件,采用高規(guī)格生產(chǎn),設(shè)備故障率,*使用成本。4、鋼筋籠繞筋機對場地適應(yīng)性強,可根據(jù)場地大小、鋼筋籠長度合理布置設(shè)備。5、承料分格盤支架可拆裝組合,方便快速地鋼筋籠規(guī)格尺寸。6、雙主筋和對接主筋可在設(shè)備上加工完成,配置自動上料機構(gòu),大大緩解了勞動強度。膠輥旋轉(zhuǎn)帶動鋼筋籠轉(zhuǎn)動,按圖紙設(shè)計間距,配合小車移動纏繞箍筋成型。一般不建議在設(shè)備上進行骨架制作,會影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),鋼筋籠繞筋機利用膠輥帶動骨架轉(zhuǎn)動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作過程。
北海雙筋鋼筋籠繞筋機-雙筋鋼筋籠繞筋機可定制全自動數(shù)控鋼筋籠繞筋機價格工法特點鋼筋籠繞筋機的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補焊。2.焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉(zhuǎn)、小車直行,纏繞筋拉動圓盤自行轉(zhuǎn)動。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉(zhuǎn)10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量與調(diào)整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調(diào)到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調(diào)直機配合使用。
 jmc
jmc
繞筋機主機;含機架、底座、膠輥、傳動系統(tǒng)等。鐵輥旋轉(zhuǎn)帶動鋼筋籠轉(zhuǎn)動,按圖紙設(shè)計間距,配合小車移動纏繞箍筋成型。一般不建議在設(shè)備上進行骨架制作,會影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(人員少,工作量不足,無機械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動骨架轉(zhuǎn)動,可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動膠輥,抬第二根主筋準備焊接。此時按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉(zhuǎn)反向。用其他方式制作骨架時,考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉(zhuǎn)運,各工序之間盡可能互不干擾,過程流暢,盡可能實現(xiàn)流水線生產(chǎn)方式。
