


聯系我們

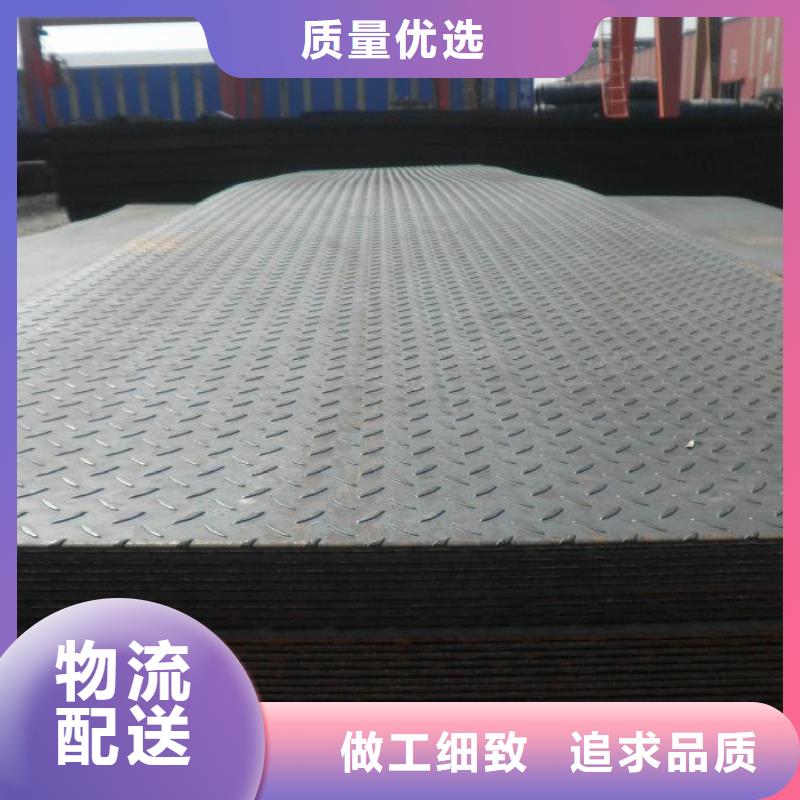
熱鍍鋅花紋板熱鍍鋅C型鋼精心選材
更新時間:2025-01-12 18:01:31 瀏覽次數:6 公司名稱: 闊恒興旺貿易有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |




在經營過程中始終堅持:“誠信、務實、卓越、創新”的原則,我們視 廣西北海熱軋鋼板質量為企業生命,嚴格控制施工質量,力爭百年品牌企業,客戶的滿意就是我們一直追求的目標。


1.鋼板寬度為600~1800mm,按50mm進級;長度為2000~12000mm,按100mm進級。
2.花紋紋高不小于基板厚度0.2倍。圖中尺寸不作為成品檢查依據。
3.鋼板用鋼的牌號按GB/T700,GB/T712,GB/T4171規定。
4.鋼板力學性能不作保證,當需方有要求時,按有關標準規定,也可由雙方協定。
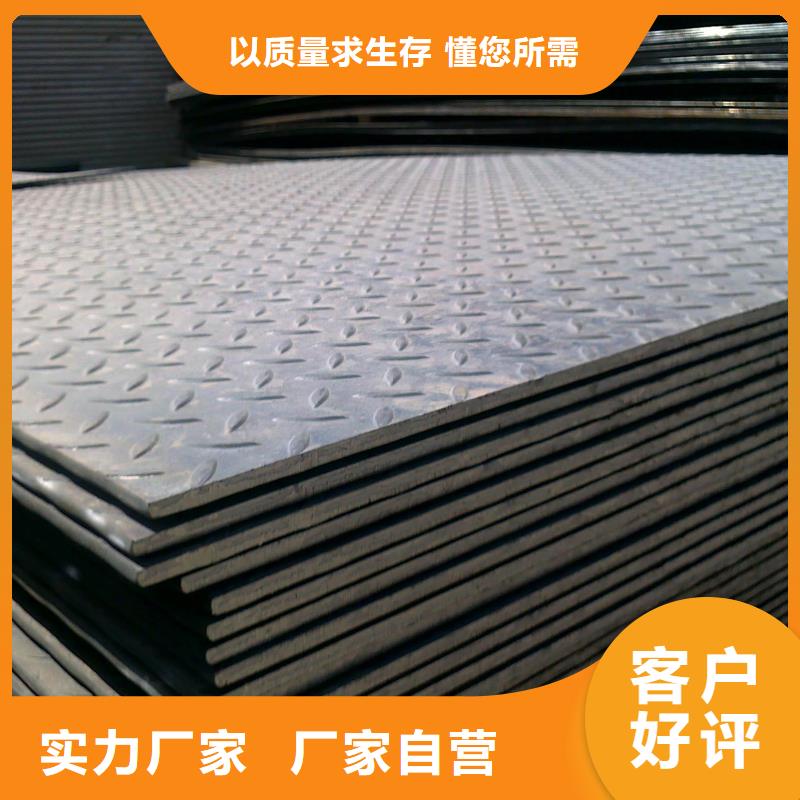
5.鋼板以熱軋狀態交貨。52.659.562.564.668.556.744.144.346.250.148.448.152.4基本厚度基本厚度允許偏差理論質量(kg/m2)花紋鋼板理論重量表(mm)842.340.540.25.O
花紋板價格情況
目前市場上生產花紋板的廠家還是蠻多的,競爭也是比較大的,因此花紋板價格也不至于很貴。花紋板的價格是按公斤算的、根據市場上的價格,花紋板的報價。這樣的價格也算是中等的,很多企業還是接受的。




鋼結構焊接的主要注意事項有:
1、焊接前將焊縫附近雜物、藥皮等清理徹底后再進行焊接,以保證焊接質量。
在焊縫周圍涂抹防飛濺液,不得在焊縫以外的其它任何部位點焊、引弧、試焊等。
2、所有焊縫均為滿焊,焊縫高度要符合圖紙設計要求,小焊角尺寸不得低于
與相連的較薄板件的厚度。特別注意底法蘭及牛腿處焊高。翼板對接焊口,要氣刨清根徹底后焊接,焊接前必須加設引收弧板,焊縫不得低于母材,且余高不得大于2mm,余高過高或有焊瘤等要用磨光機打磨。焊后將引收弧板刨掉,用磨光機將邊部打磨平整。
3、焊縫外觀成形光滑美觀,不得有任何焊接缺陷,如氣孔、咬邊、流淌、焊不
到頭、包角不完整、未封口等現象。


