

文字或許能描繪螺旋管_精密鋼管源廠直接供貨產(chǎn)品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產(chǎn)品活起來!
以下是:螺旋管_精密鋼管源廠直接供貨的圖文介紹

本公司坐落于風化店鄉(xiāng)后棗園工業(yè)區(qū),鋼興鋼管 有限公司(包頭分公司)是一家生產(chǎn) 20G無縫鋼管的專業(yè)廠家,公司具有雄厚的技術(shù)力量,先進的檢測設(shè)備,不斷優(yōu)化企業(yè)管理,以市場需求為導向,科技進步為動力,積j i吸取同行業(yè)的先進經(jīng)驗,廣泛征求用戶意見,取得用戶的親睞和質(zhì)檢部門認可。 希望各行各業(yè)的朋友、領(lǐng)導光臨指導,本公司將為廣大客戶提供更完美優(yōu)質(zhì)的服務(wù)。
公司秉承以質(zhì)量求生存,以服務(wù)謀發(fā)展的宗旨和誠信、務(wù)實、創(chuàng)新、奮進的理念歡迎廣大新老客戶前來技術(shù)交流與合作。


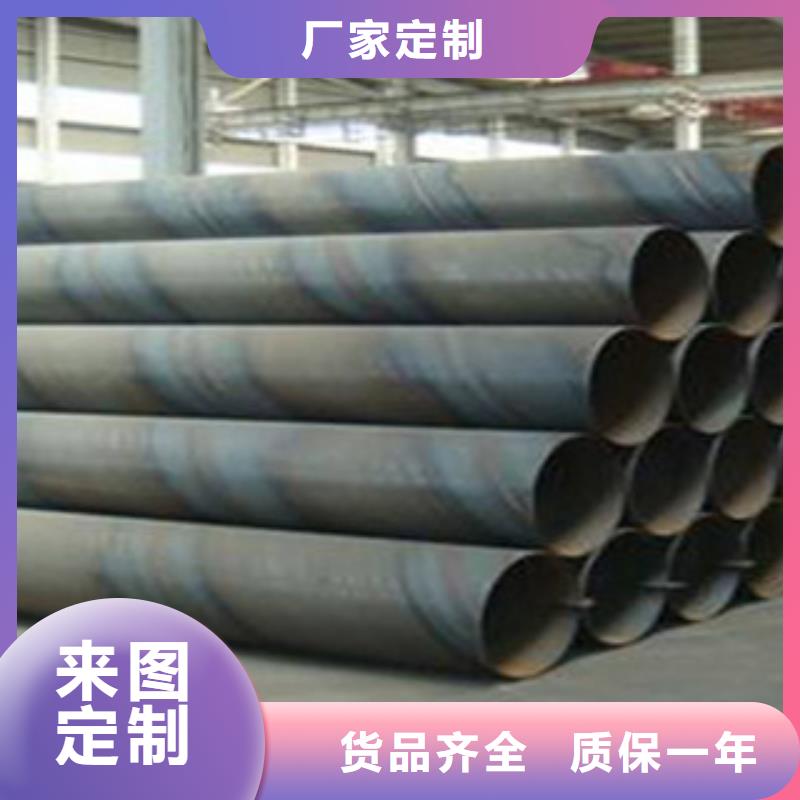
國標螺旋鋼管材質(zhì)用途:國標螺旋鋼管簡稱9711.1螺旋鋼管,9711.2螺旋鋼管,材質(zhì)分類:16Mn材質(zhì)螺旋鋼管,Q345B螺旋鋼管,L245螺旋鋼管,L360螺旋鋼管,X40-X80螺旋鋼管,主要用途,污水處理用螺旋鋼管,水凈化用螺旋鋼管,水廠用螺旋鋼管,電廠化工企業(yè)用螺旋鋼管鋼管,核電用螺旋鋼管,輸送可燃性流體用螺旋鋼管,輸送非可燃性流體用螺旋鋼管,國標螺旋鋼管,石油部標SY/T5037螺旋鋼管。該產(chǎn)品用熱軋鋼帶做原料,經(jīng)常溫螺旋成型,自動埋弧焊工藝焊接而成,產(chǎn)品執(zhí)行API SPEC 5L、EN10217、GB/T9711.1、GB/T9711.2標準。主要用于石油、天然氣工業(yè)中輸送可燃流體和非可燃流體及鋼結(jié)構(gòu)。



螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋鋼管將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
生產(chǎn)工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接質(zhì)量。
生產(chǎn)工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接質(zhì)量。


點擊查看鋼興鋼管
有限公司(包頭分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
