



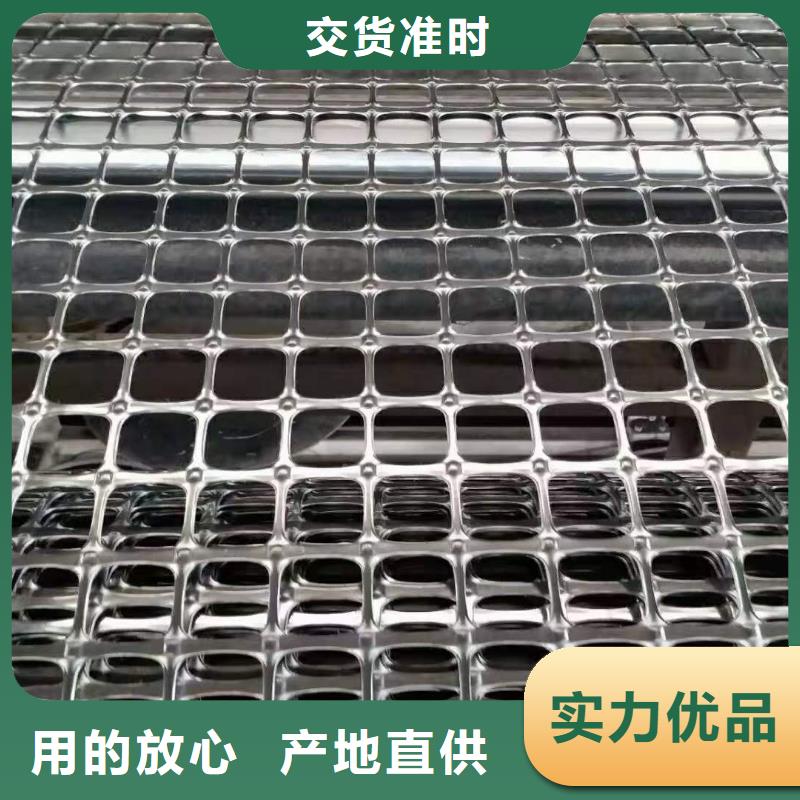
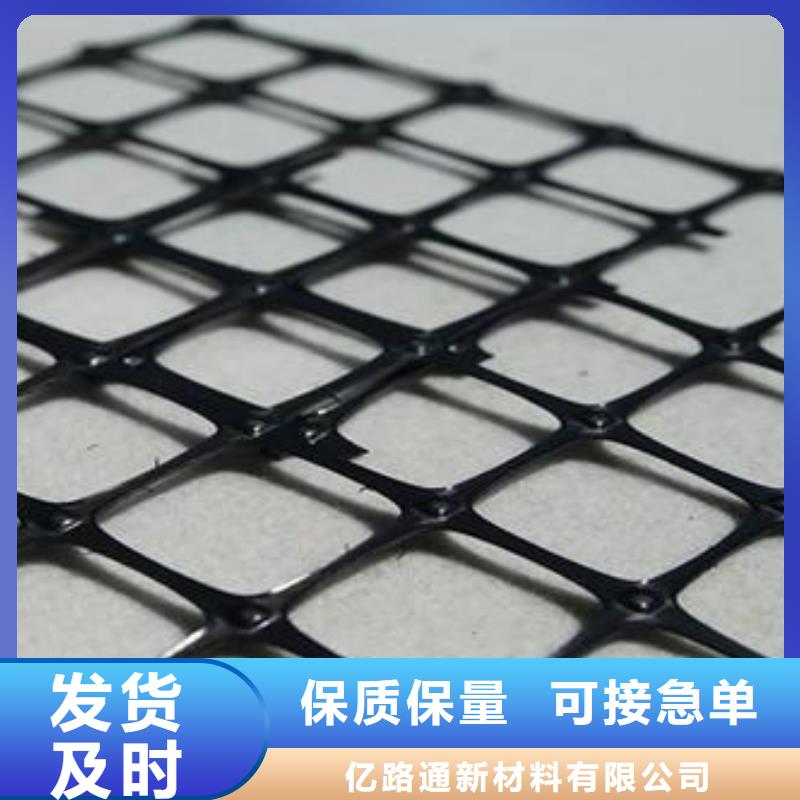

單、雙向拉伸塑料土工格柵試驗方法
一.取樣
在同批塑料土工格柵產品中,隨機抽取1卷,截取全幅寬1M長為樣品。
二.外觀
在自然光線下距產品0.5M目測。
三.尺寸偏差
將塑料土工格柵展平測量寬度并計算偏差。
四.每延米拉伸強度的檢測
試樣狀態調節與試驗的標準環境。樣品應在溫度(20±2)℃ 環境下至少12小時,并在該環境狀態下進行試驗。
五.設備
設備為拉力試驗機,讀數精度為1.0N,量程使用范圍為10%~90%。
六.樣品的制備
雙向塑料土工格柵采用單肋法測試時,裁取試樣時將樣品兩側面去掉兩個肋后,在寬度方向均勻裁取10個試樣。試樣長度至少包括兩個完整單元,且長度不小于250mm。





單、雙向拉伸塑料土工格柵的材料選擇直接影響土工格柵產品的性能。因此,要求該材料具有良好的沖擊韌性、良好的耐環境性,并能在長期使用下保持穩定的性能。考慮到區域和環境差異以及工程要求,塑料土工格柵的生產主要由兩種配方組成。
1.以高密度聚乙烯為主要原料,添加橡膠作為增韌改性劑,提高高密度聚乙烯的耐環境應力開裂性能。該配方生產的產品耐低溫性能好,可廣泛應用于各種領域。
2.以聚丙烯為主要原料,添加抗氧劑提高聚丙烯的耐熱老化性能,該配方生產的土工格柵產品可在-2370℃下使用
塑料土工格柵的生產注意事項。
1.通過控制拉伸速度來緩慢加熱和拉伸土工格柵,使得聚合物分子鏈在拉伸方向上高度取向。工藝要求嚴格,拉伸速度決定了網的拉伸系數和物理性能。性能方面,一般拉伸比可調整到5-8倍,未拉伸土工格柵的拉伸強度僅為20-35兆帕,高拉伸定向土工格柵的拉伸強度為150兆帕。
2.板材生產的板材質量直接影響塑料土工格柵的性能。為了保證樹脂的塑化,應使用螺桿直徑為φ150毫米的單螺桿擠出機。所生產的板具有1.0-2.0m的寬度、2?5mm厚度、光滑的表面、無氣泡、分層或雜質以及0.2 mm的厚度公差
3.溫度控制預熱溫度是拉伸土工格柵尺寸均勻性的關鍵。這與生產速度有很大關系。通常,拉伸高密度聚乙烯片材時,溫度控制在140-160℃。由于溫度誤差范圍小。加熱方法尤為重要。通常,加熱介質是水。水由電加熱器加熱到預定溫度,片材由預熱水箱均勻加熱,然后拉伸形成橢圓形網格。
4.格柵加工采用步進自動精密沖床,沖床頻率由板材產生。拉伸速度匹配,自動連續沖壓。塑料格柵的網孔直徑一般為φ 8 φ 15 mm,孔間距小于20 mm,要求成型孔邊緣光滑無毛刺,以保證后續拉伸的順利進行。

