











保山珩磨管油缸管絎磨管大送進角下導致頂頭與軋輥的輾軋錐更不平行。
③軋輥轉速不當也會影響壁厚精度。
(4)管坯的定心和加熱。
定心孔偏心和加熱不均勻(陰陽面)都將造成壁厚不均。
(5)穿孔機的剛度、結構和調整。
穿孔機的機身剛度不夠,其上的鎖緊機構不可靠;頂桿的定心裝置調整不準確,運行不可靠和距離機身較遠;軋制中心線的調整,一般采用低于軋機中線,其目的是提高軋件的穩定性,若調整過大,因軋制線下移后,變形區內工具之間的相對關系發生了非對稱變化,也會影響毛管的壁厚不均。滾壓管
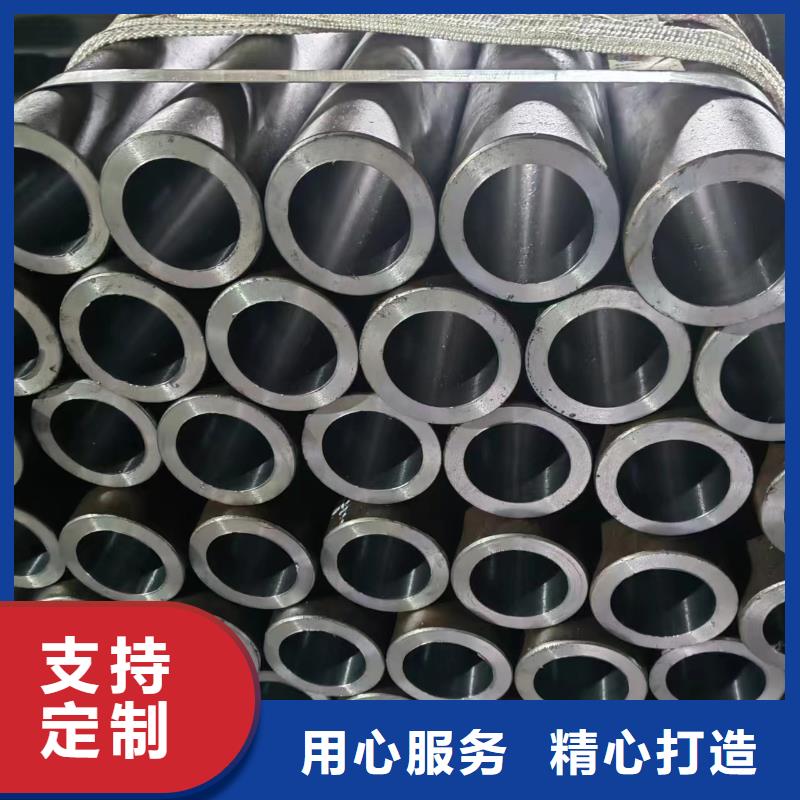
保山珩磨管油缸管絎磨管無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象。滾壓管加工原理:是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
絎磨管的優點主要有以下幾點:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。

保山珩磨管油缸管絎磨管滾壓管油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。

保山珩磨管油缸管絎磨管油缸管是經過滾壓加工的。由于表層存在殘余壓應力,有利于封閉表面裂紋,阻礙沖蝕擴展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產生或擴展,從而提高絎縫管的疲勞強度。通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內壁的耐磨性,避免了磨削燒傷。軋制后表面粗糙度值減小,改善了匹配性能。
軋制是一種無屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結構、力學性能、形狀和尺寸。因此,這種方法可以同時達到精加工和強化兩個目的,這是磨削所不能達到的。滾壓管

