

一分鐘的時間,對于了解我們的冷拔管【精拉無縫鋼管】真材實料產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
以下是:冷拔管【精拉無縫鋼管】真材實料的圖文介紹
沒有管道系統的支持,那么這些東西,都不會輕易的使用到。雖然管道系統,為運輸的行業,帶來了很大的支持。不過在過去,因為管道的問題,也是為運輸行業,帶來了不小的麻煩。因為在以前,運輸行業所使用的管道,只是普通的鋼管。這種鋼管在性能方面,就不是那么的,而且還有著一個,非常嚴重的缺點,那就是很容易生銹。一旦要是管道生銹了,這不僅僅會引發,自來水的重金屬含量超標,讓飲用的人畜,出現重金屬中毒的問題;而且這也會帶來,一定的經濟損失,畢竟更換這些管道,所需要的花費可不小。
這樣的一種情況,一直持續到了,精密無縫鋼管的出現,才被徹底的解決。甚至可以說,精密無縫鋼管促進了,運輸行業的發展。因為精密無縫鋼管,自身的使用性能,就是十分的。而且精密無縫鋼管,對于管道的抗氧化性能,也是十分的重視。在制作精密無縫鋼管的過程中,就加入了一些抗氧化的處理。這使得精密無縫鋼管,即使長時間與水接觸,也不會輕易的生銹。這然運輸行業,再也不用為了,延長管道的使用壽命,而花費大量的財力與物理,對管道進行維護了。而使用壽命的增加,也減少了運輸行業,前期投入的成本。
這樣的一種情況,一直持續到了,精密無縫鋼管的出現,才被徹底的解決。甚至可以說,精密無縫鋼管促進了,運輸行業的發展。因為精密無縫鋼管,自身的使用性能,就是十分的。而且精密無縫鋼管,對于管道的抗氧化性能,也是十分的重視。在制作精密無縫鋼管的過程中,就加入了一些抗氧化的處理。這使得精密無縫鋼管,即使長時間與水接觸,也不會輕易的生銹。這然運輸行業,再也不用為了,延長管道的使用壽命,而花費大量的財力與物理,對管道進行維護了。而使用壽命的增加,也減少了運輸行業,前期投入的成本。



對于冷拔管來說要不斷地進行各個部分的性能和促進冷拔管的不斷地進行去發展,對于常見的性能來說要不斷地進行保證良好的效果,注意平時進行維護和保養,當出現生銹的時候要注意除銹的方式和方法,還要進行正確地進行去除銹!
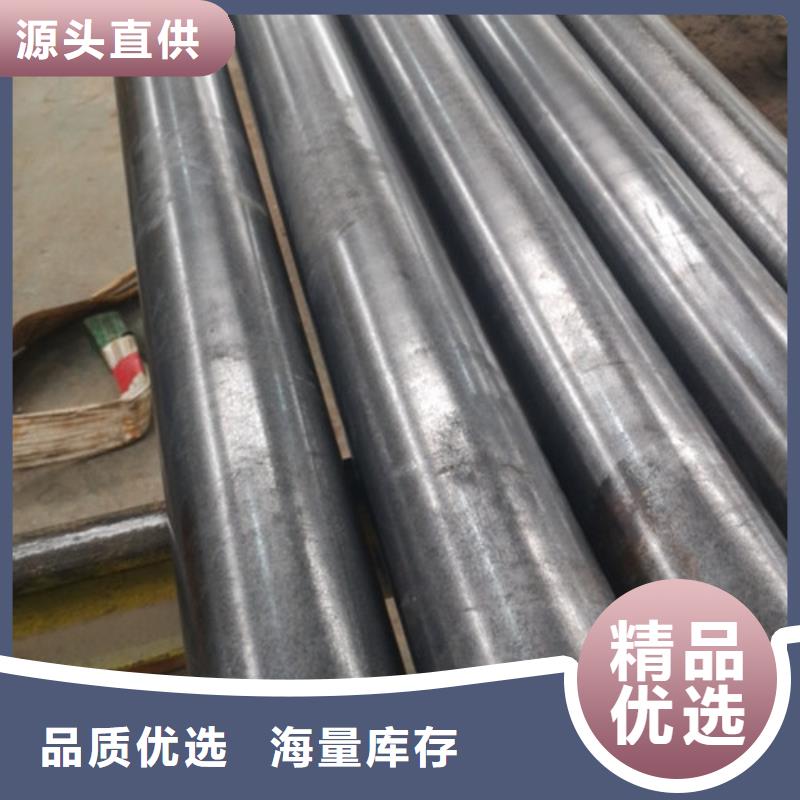
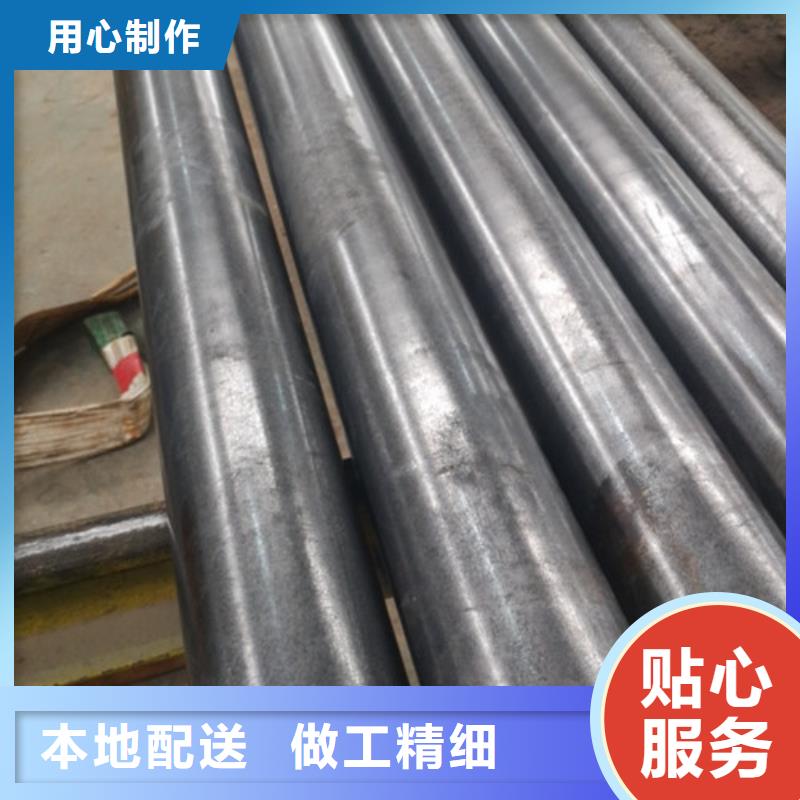
冷拔鋼管用拉拔、擠壓、穿孔等方法生產的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼錠或實心管坯經穿孔制成毛管,然后經冷撥制成。
冷拔鋼管是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。
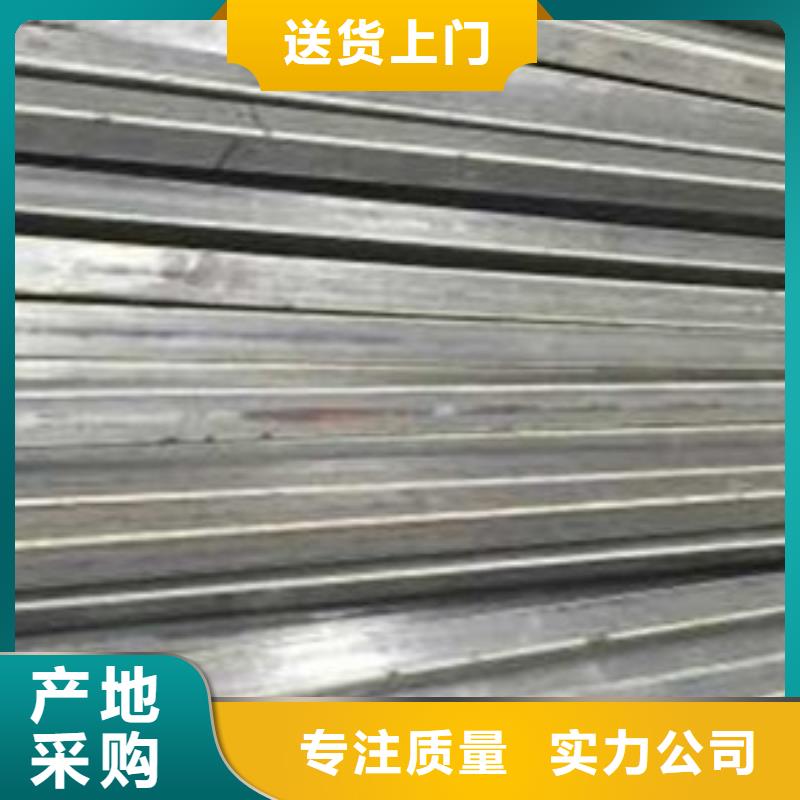
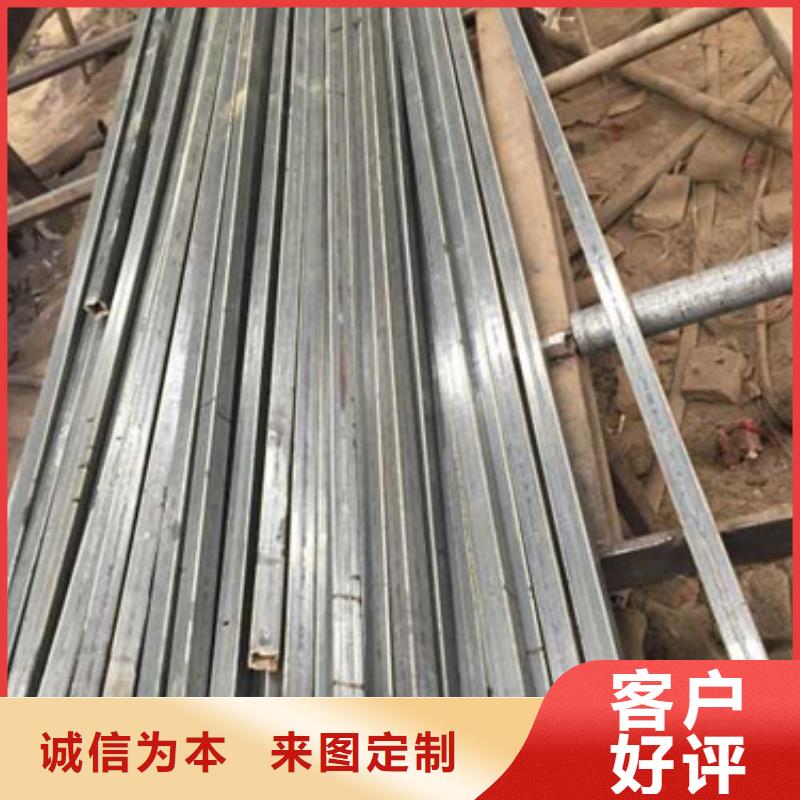
優質碳素結構鋼冷撥無縫管,主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。



堅持以質量求生存,以效益求發展,以服務求信譽的經營方針,始終將用戶的需求作為自己的奮斗目標。公司以市場為中心實施科技發展戰略,不斷研制開發新 云南保山精拉無縫鋼管產品,擴展經營領域,推動企業的發展,力爭為客戶提供滿意的 云南保山精拉無縫鋼管產品和優質的服務。


冷拔鋼管生產工藝
冷拔鋼管,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對熱軋管材或焊接管進行深度加工的機組。
依據金屬的加工性能、管材尺寸、質量要求以及投資和效益來選擇不同的加工方法及相應的輔助工序。冷軋冷拔管的基本工序有:(1)管料供給,所用管料為熱軋成品管或半成品管、擠壓管以及焊接管;(2)管料準備,包括檢查、打捆、酸洗、清洗、沖洗、中和、烘干、涂潤滑劑等;(3)冷加工(冷軋或冷拔);(4)成品精整包括成品熱處理、矯直、取樣、切頭尾、檢查(人工檢查和各種探傷)、水壓試驗、涂油、包裝、入庫等。不同的產品精整內容有所差異。
冷加工管機組生產特點是管料從投入到加工成成品通常要經過多次冷變形并產生加工硬化,因而整個生產過程由多個準備工序和變形工序組成,且具有往復循環的特點,因而工序多,生產周期長、金屬消耗較大,生產效率較低,一般生產規模均不大。
在機組中同時配置冷拔和冷軋機有利于發揮它們各自的優點,特別是對生產不銹鋼等高合金鋼管和難變形的有色金屬管更為合理和必要。冷拔機有單根和多根直條拔管機以及卷筒拔管機(見卷筒拔管)。單根冷拔時管材的長度達50m,卷筒拔管時長達幾百米。冷拔機的噸位小為30kN, 為7000kN。常規冷軋管機有二輥式冷軋管機和多輥式冷軋管機兩種。
冷拔鋼管,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對熱軋管材或焊接管進行深度加工的機組。
依據金屬的加工性能、管材尺寸、質量要求以及投資和效益來選擇不同的加工方法及相應的輔助工序。冷軋冷拔管的基本工序有:(1)管料供給,所用管料為熱軋成品管或半成品管、擠壓管以及焊接管;(2)管料準備,包括檢查、打捆、酸洗、清洗、沖洗、中和、烘干、涂潤滑劑等;(3)冷加工(冷軋或冷拔);(4)成品精整包括成品熱處理、矯直、取樣、切頭尾、檢查(人工檢查和各種探傷)、水壓試驗、涂油、包裝、入庫等。不同的產品精整內容有所差異。
冷加工管機組生產特點是管料從投入到加工成成品通常要經過多次冷變形并產生加工硬化,因而整個生產過程由多個準備工序和變形工序組成,且具有往復循環的特點,因而工序多,生產周期長、金屬消耗較大,生產效率較低,一般生產規模均不大。
在機組中同時配置冷拔和冷軋機有利于發揮它們各自的優點,特別是對生產不銹鋼等高合金鋼管和難變形的有色金屬管更為合理和必要。冷拔機有單根和多根直條拔管機以及卷筒拔管機(見卷筒拔管)。單根冷拔時管材的長度達50m,卷筒拔管時長達幾百米。冷拔機的噸位小為30kN, 為7000kN。常規冷軋管機有二輥式冷軋管機和多輥式冷軋管機兩種。



