

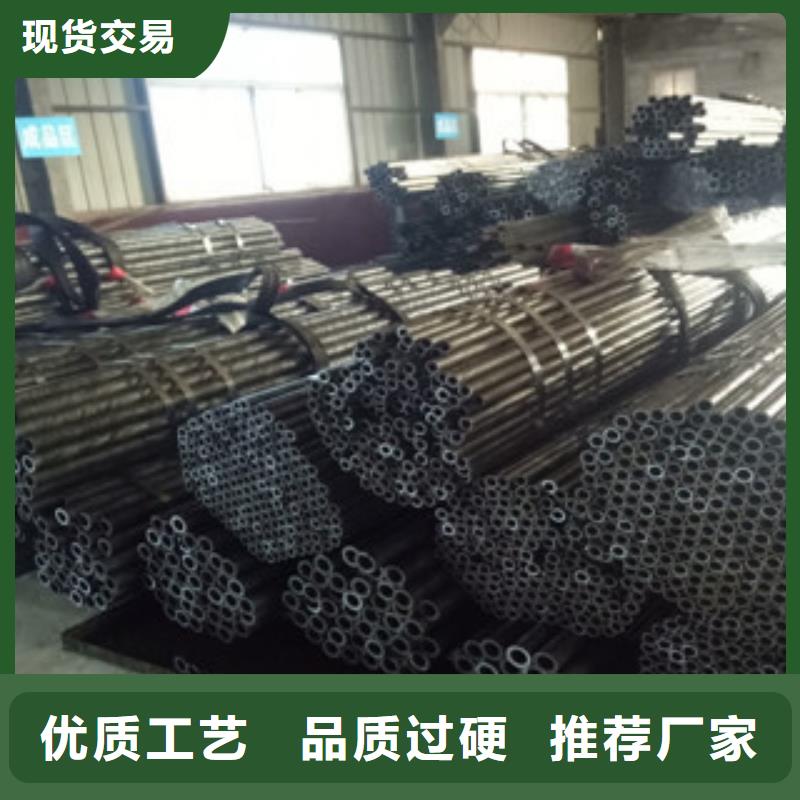


生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查、管坯加熱、穿孔、軋管
、鋼管再加熱、定(減)徑、熱處理、成品管矯直、精整、檢驗、(無損、理化、臺檢)、入庫②冷軋(
拔)無縫鋼管主要生產工序:坯料準備、酸洗潤滑、冷軋(拔)、熱處理、矯直、精整、檢驗一般的無縫
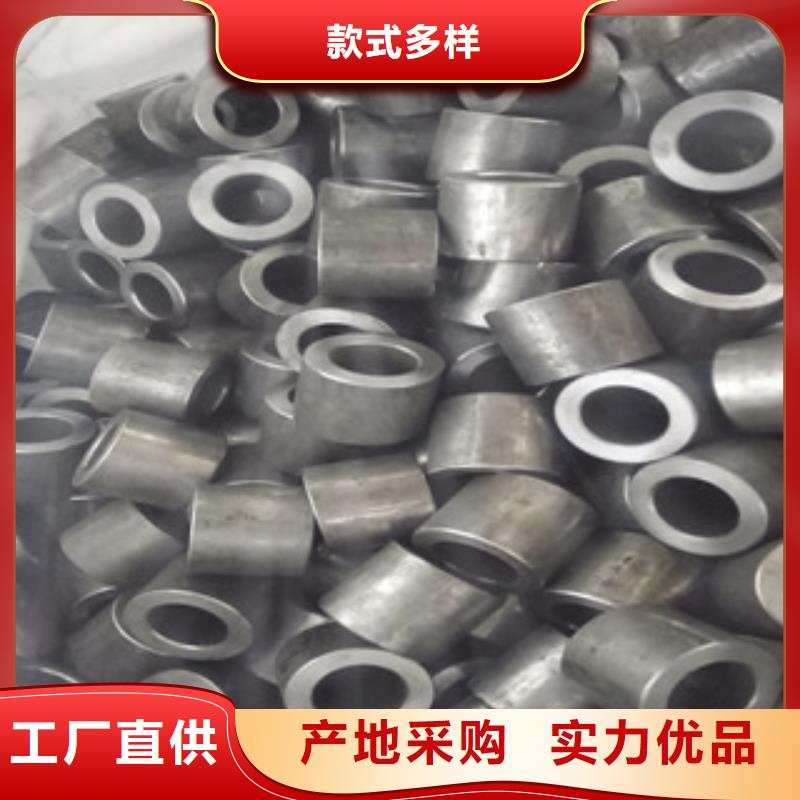
鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進
行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約
一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生
,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,
冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多
的粗糙,口徑也沒有太多的毛刺。



蘭格精密管(保山市分公司)本著“一切以客戶為中心,誠信經營,為客戶提供價格實惠 精密異形管產品的理念”,在確定 精密異形管產品質量的前提下,大批量采購貨物取得低成本的貨物,并盡量減少貨物流通的環節,從而減少成本與客戶共享價值。 如閣下欲垂詢或訂購 精密異形管產品,可致電,傳真或者電郵給敝司。我們將會盡快的回復。


用途:2.1無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制
,產量多,主要用作輸送流體的管道或結構零件。2.2、根據用途不同分三類供應:a、按化學成分和機
械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要
進行水壓試驗。2.3、專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。種類:
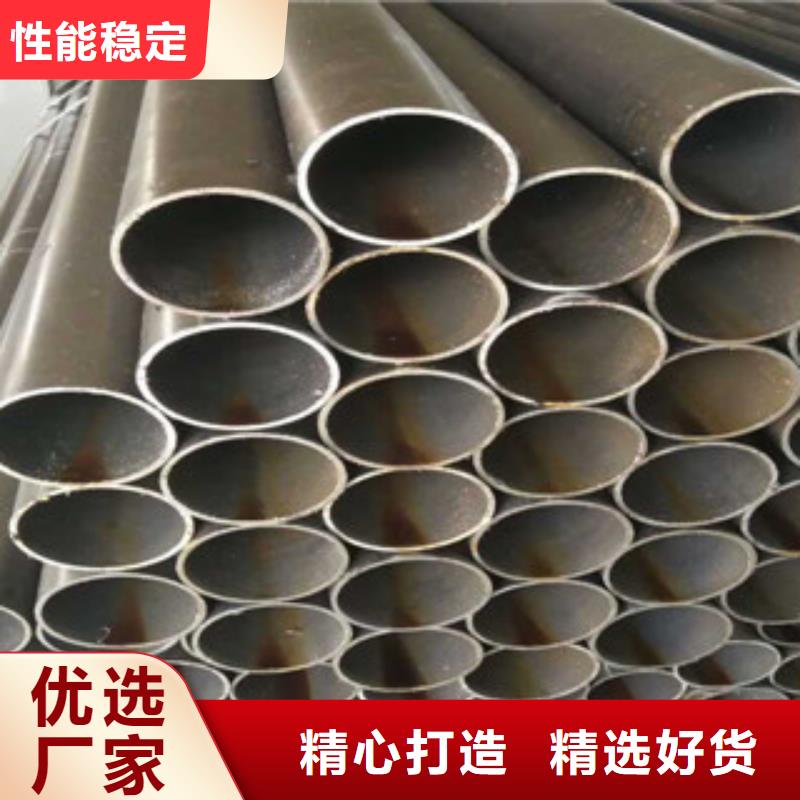
3.1、無縫鋼管按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。3.2、按外形分類有圓形管、
異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花
形管等。3.3、按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不
銹管等。



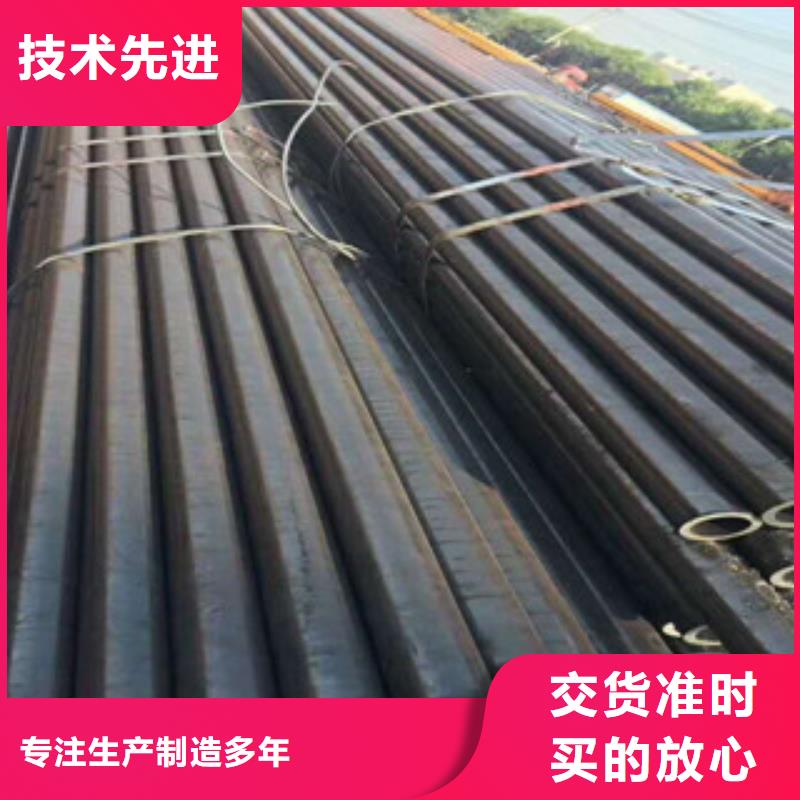
40cr無縫鋼管,40cr無縫鋼管是40cr的合金管概述:化學成份和力學性能:成分: 硅0.17~0.37%,
錳0.5~0.8,鉻0.8~1.1%調質處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆
帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。因其制造工藝不同,又分為熱軋
(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。應用舉例1、
可用于拉伸膜及整形模;2、冷擠壓沖頭,重載冷鐓沖頭,10-25mm中厚鋼板沖孔沖頭,直徑Φ5-6mm的小
沖頭;3、可用于中、小型沖頭,小型高壽命冷沖剪工具;4、生鐵屑保護擺動會火規范可用于冷擠壓成型
磨具;5、粉末冶金壓模。每米重量的計算公式:0.02466*壁厚*(外徑-壁厚)調質處理規范:淬火溫度
850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
