為了讓您更地了解我們的螺旋管合金鋼管無中間商廠家直銷,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:云南保山螺旋管合金鋼管無中間商廠家直銷的圖文介紹


做抗拉實驗一方面查驗了原材料的質量,另一方面關于自已出產的螺旋管也有了確保,現在有些原材料供貨商拼價格,導致質量大幅下滑,直接導致螺旋鋼管的質量不保,更影響公司的名譽,所以出產廠家必需要測一測,試一試。
一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間,寬度大了出產粘結度不行,并且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,出產出來后螺旋鋼管焊縫根本沒有視點,快成直角了,關于螺旋鋼管口徑在529-1000之間的根本用685--1100板寬,關于螺旋鋼管口徑在1500以上,必須用卷板。



聚力群達金屬材料(保山市分公司)追求與客戶長期、穩定、互動的合作關系,努力當好 光亮扁鋼與用戶溝通的紐帶。公司以優惠的 光亮扁鋼出廠價,優質的商家服務愿與廣大新老客戶攜手共進,共同發展。企業目標: 以優質的服務滿足廣大客戶的需求,以質優價廉 的 光亮扁鋼取得廣大客戶的信任。不斷發展,做行業的領跑者。企業文化:廣交朋友,合作共贏。


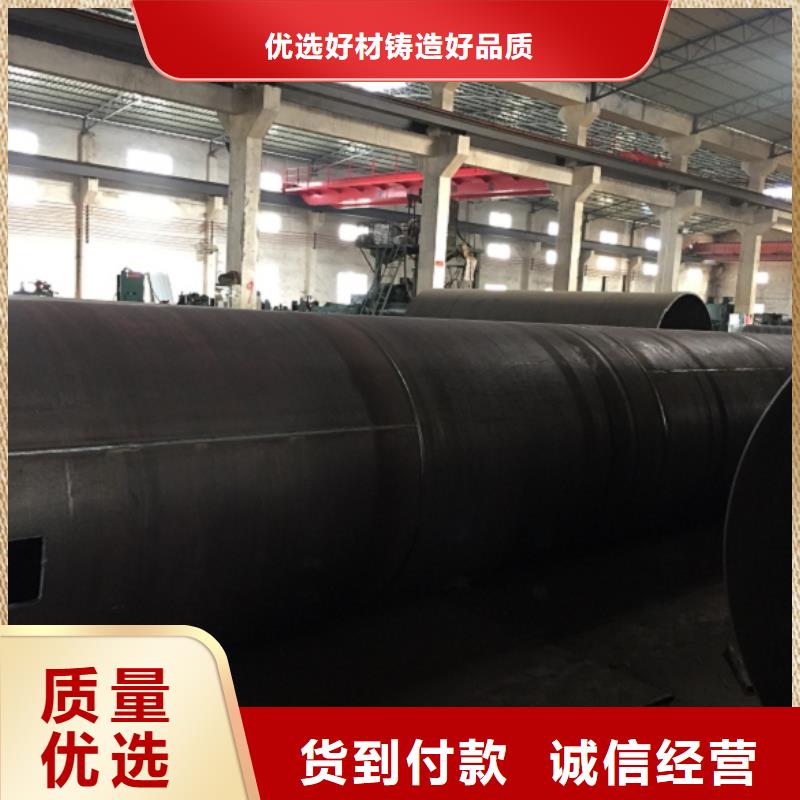
螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。



超聲波探傷:對內外焊縫及焊縫兩側母材進行100%的檢查。X射線探傷:對內外焊縫進行 100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。打壓試驗:在水壓試驗機上對螺旋鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓 力。倒棱平頭:將檢驗合格后的螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。 檢查:螺旋管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗,檢查是否存在焊接問題及管端缺陷。



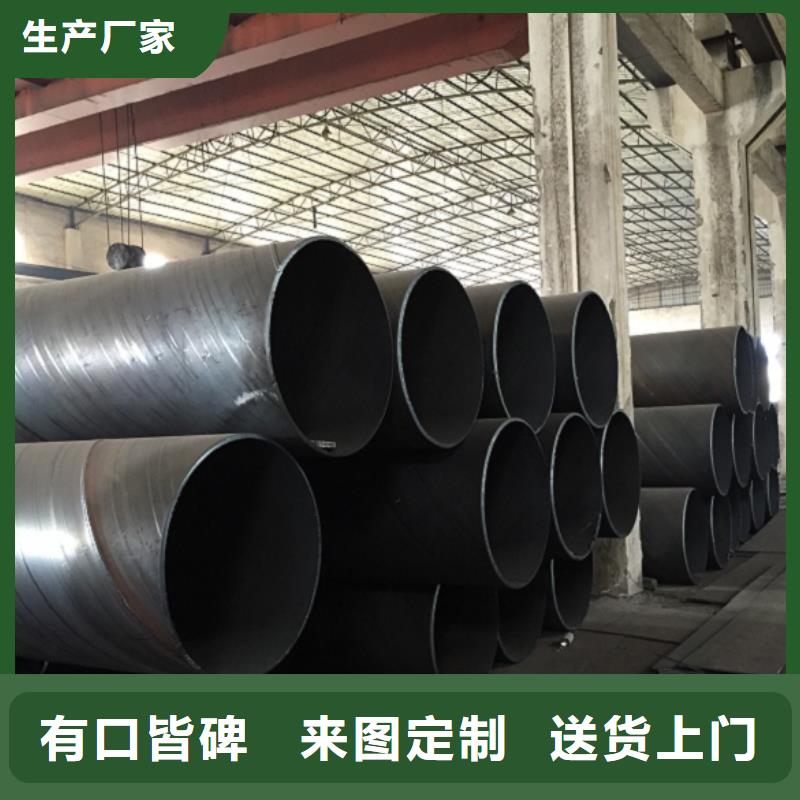
螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,構成有開口空位的圓形管坯,調整揉捏輥的壓下量,使焊縫空位控制在1~3mm,并使焊口兩頭齊平。螺旋鋼管首要應用于自來水工程、云南保山附近石化工業、云南保山本地化學工業、云南保山電力工業、云南保山同城農業灌溉、云南保山附近城市建設,是我國開發的二十個要點產品之一。
螺旋管廠的質量檢測:依照螺旋鋼管廠出產規范的規則,螺旋管廠的首要查驗/操控項目包含:外形尺寸:鋼管外徑、云南保山當地壁厚、云南保山本地橢圓度、云南保山同城彎曲度、云南保山當地管端筆直度。長度外觀質量:焊縫余高、云南保山錯邊、云南保山本地鋼管外表、云南保山當地分層、云南保山攙雜、云南保山本地焊縫缺點斷定化學成分、云南保山附近焊接接頭、云南保山同城拉伸實驗、云南保山靜水壓實驗、云南保山本地酸蝕查驗、云南保山無損查驗等。而直縫焊管沒有相應的出產規范。
