


聯(lián)系我們

- 公路抗裂貼用途
- 氧化鈣顆粒用于涂料化工歡迎致電
- 防火電纜橋架生產(chǎn)廠家坤曜橋架廠
- 十堰聲吶聯(lián)系人-千陽(yáng)咨詢
- 10KV發(fā)電機(jī)出租
- #硫酸鋇砂漿水泥廠家
- 友發(fā)鍍鋅無(wú)縫管生產(chǎn)廠家機(jī)場(chǎng)項(xiàng)目
- 不銹鋼護(hù)欄質(zhì)優(yōu)價(jià)廉
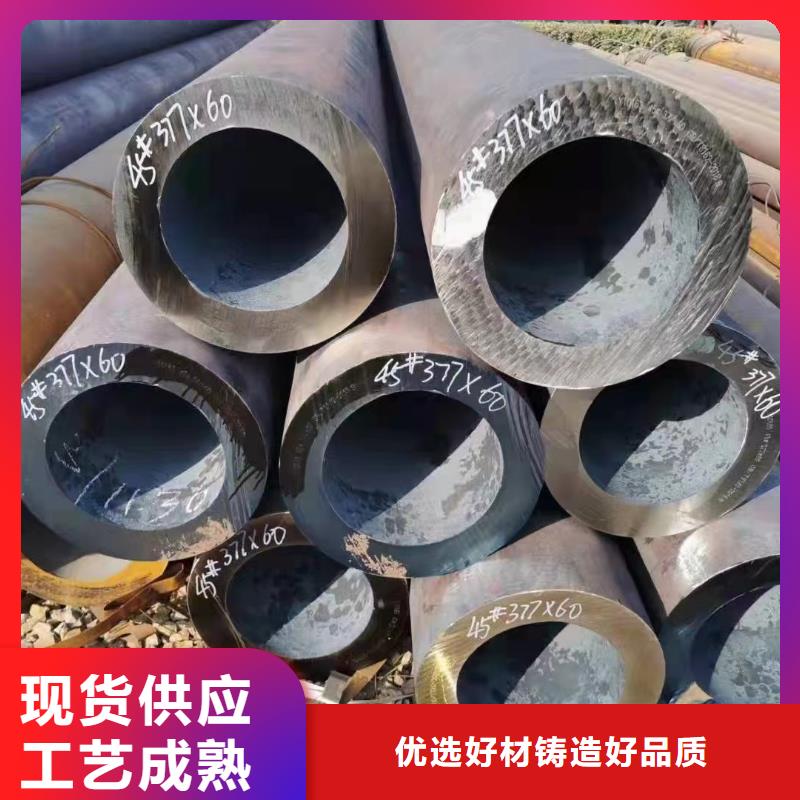
- 45號(hào)圓鋼保證性能
- 不銹鋼花紋管來(lái)圖定制
- 截流井閘門暗桿式鑄鐵鑲銅閘門來(lái)圖加工定制
- 紫銅止水片隧道專用防水耐腐蝕暢銷全國(guó)生產(chǎn)廠家
- 誠(chéng)信有緣【鑫康】檔案室用智能型密集架
- 100KW發(fā)電機(jī)出租含稅含運(yùn)費(fèi)
- 抗老化止水銅片全國(guó)發(fā)貨廠家
12cr1movg合金鋼管廠家GB9948-2013執(zhí)行標(biāo)準(zhǔn)
更新時(shí)間:2025-02-08 10:19:35 瀏覽次數(shù):6 公司名稱:聊城 浩銘物資有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5600/噸 |
| 發(fā)貨期限 | 三天 |
| 供貨總量 | 1000 |
| 運(yùn)費(fèi)說(shuō)明 | 物流 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 12cr1mov 15crmo 20cr 40cr 42crmo 35crmo |
| 產(chǎn)品品牌 | 浩銘 |
| 產(chǎn)品規(guī)格 | 規(guī)格全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 加工 |
| 產(chǎn)品型號(hào) | 型號(hào)全 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 質(zhì)量好 |
| 產(chǎn)品顏色 | 碳鋼色 |
| 質(zhì)保時(shí)間 | 長(zhǎng)期 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 電廠 核電 高壓鍋爐 機(jī)加工 |
| 是否進(jìn)口 | 是 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 功率大 |
| 工作溫度 | 550℃ |

行標(biāo)準(zhǔn)")
行標(biāo)準(zhǔn)")
<寶雞>浩銘物資有限公司是長(zhǎng)期專注于寶雞Q355無(wú)縫鋼管無(wú)縫鋼管廠 厚壁無(wú)縫鋼管大口徑鋼管,合金鋼管領(lǐng)域。本公司倡導(dǎo)“專業(yè)、務(wù)實(shí)、、創(chuàng)新”的企業(yè)精神,具有良好的內(nèi)部機(jī)制。優(yōu)良的工作環(huán)境以及良好的激勵(lì)機(jī)制,吸引了一批高素質(zhì)、高水平、率的人才。擁有完善的技術(shù)研發(fā)力量和成熟的售后服務(wù)團(tuán)隊(duì)。我們的宗旨是:“用服務(wù)與真誠(chéng)來(lái)?yè)Q取你的信任與支持,互惠互利,共創(chuàng)雙贏!”我公司愿與國(guó)內(nèi)外各界同仁志士竭誠(chéng)合作,共創(chuàng)未來(lái)!
行標(biāo)準(zhǔn)")
寶雞焊接合金鋼管時(shí)很容易出現(xiàn)冷裂紋。此時(shí),由于焊接時(shí)內(nèi)應(yīng)力比較大,裂紋的產(chǎn)生很容易影響焊接質(zhì)量。如果比較嚴(yán)重,圓鋼管的性能指標(biāo)就會(huì)降低。控制一直是工程施工質(zhì)量控制的重點(diǎn)和難點(diǎn),如何合理避免此類問(wèn)題。適當(dāng)擴(kuò)大電流量,降低冷卻速度,有利于防止硬化機(jī)制的產(chǎn)生。焊接前加熱避免了裂紋的產(chǎn)生,在一定程度上還具有改善性能的作用。控制固層溫度,應(yīng)略高于加熱溫度。合金鋼管選擇有效的焊接模式,嚴(yán)格按照工程圖紙生產(chǎn)加工零件的焊縫。清理焊縫兩側(cè)的鐵銹、水等,減少氡氣的來(lái)源。合金鋼管裂紋通常發(fā)生在封頭焊道和焊根處,因此對(duì)定位的焊接長(zhǎng)度、焊孔縱橫比和間距也有相應(yīng)的要求。如果在焊縫內(nèi)強(qiáng)制完成精密定位焊接,焊接縱橫比應(yīng)低于焊縫深度的2/3,長(zhǎng)度應(yīng)超過(guò)40mm。如有必要,在精密定位焊前加熱。焊接前檢查精密定位焊接,如有裂紋排除重新焊接。精密定位焊的長(zhǎng)度和間隔應(yīng)取決于對(duì)接焊縫的厚度和結(jié)構(gòu)的長(zhǎng)度。為降低熱應(yīng)力,避免合金鋼管焊接產(chǎn)生裂紋,安裝時(shí)要防止強(qiáng)行組裝。焊接前進(jìn)行合金鋼管加工工藝鑒定實(shí)驗(yàn),明確加工工藝的主要參數(shù)。堿低氫焊絲E5Q/E55用于合金鋼管的手工焊接;CO:氣體保護(hù)焊可以使用藥芯焊絲;弧焊可使用F5021-H08MnA焊絲,并按規(guī)定嚴(yán)格風(fēng)干。風(fēng)干溫度為350-450℃。風(fēng)干后在100-150℃保溫1-1h,放入保溫隔熱筒中隨時(shí)使用。合金鋼管超低溫焊接后,應(yīng)進(jìn)行緩冷。為了減緩焊接和熱影響區(qū)的冷卻速度,避免形成冷裂紋,應(yīng)立即對(duì)焊接部位進(jìn)行保溫,即立即將焊接部位加熱到250-350℃。℃,用石棉保溫2~6小時(shí)后風(fēng)冷,可減少焊接中過(guò)氧化物的量,避免冷裂紋。加熱方式和總寬度與焊接前相同。
行標(biāo)準(zhǔn)")
行標(biāo)準(zhǔn)")
行標(biāo)準(zhǔn)")