


4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
加工精度進一步提高。采用先進的變頻電動機驅動、精密的滾珠絲杠傳動和激光定位方式,配以伺服控制的液壓系統,由計算機自動在線監控鋸切全過程,鋸條速度、進給速度、卡緊力均可做到任意設置、優化組合,由此提高鋸床的加工精度。此外,金屬鋸切的關鍵技術點--高精度的切割力控制一直是鋸床技術研究的重點,河南省建貿機械鋸床就很好地解決了這一問題。該鋸床可實現恒定鋸切力控制,保證了鋸切不規則截面型材的切削率(切割面積/分鐘)恒定。該鋸床的加工精度也較高,如切割厚材時,每100mm切割高度的誤差僅為0.1mm。
鋸床全數控化、網絡化。大型工件的切割過程往往持續數小時,為保證一人多機的生產條件,提高鋸切加工的精度和效率,鋸切過程的全數控化勢在必行。

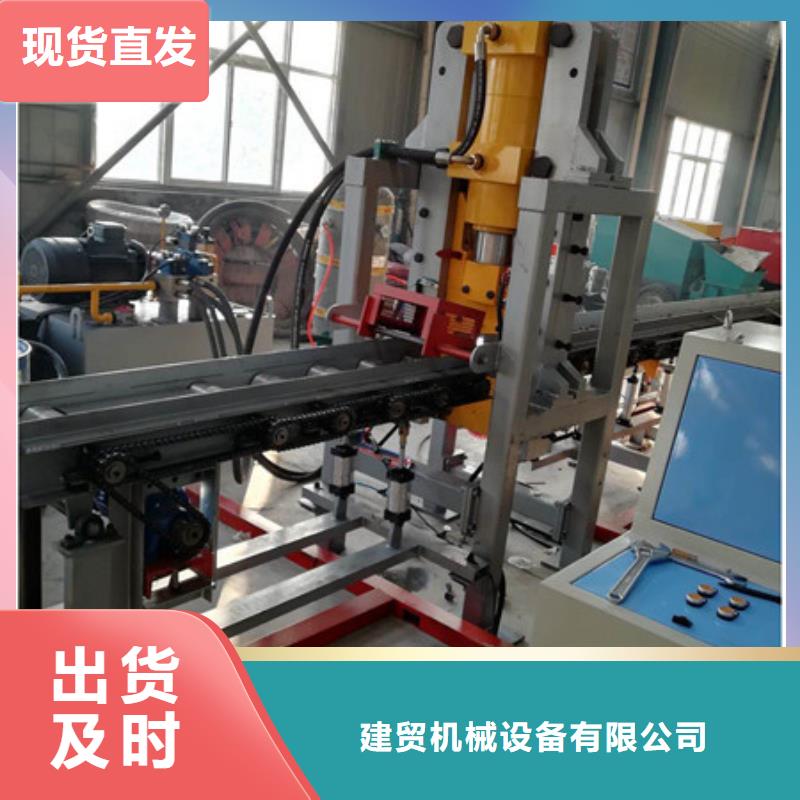
產品介紹:鋼筋帶鋸床車身為鑄鐵件,立柱由一大一小圓柱組成,大圓立柱作為鋸架動的軌道,是用以支撐上下升降運動,并保證的導向,小圓柱起輔助作用,從而保證鋸條的正常切削。中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品的工作臺,轉動手輪或按住按鈕,使左鉗口左右運動。鋸梁和傳動機構,由厚鋼板切割成形焊接而成,具有較強的剛性,其右后側固定有渦輪箱,箱內的渦輪于鋸梁上面的主動輪固接,二者同步旋轉,左側為鋸條的回轉運動,由主電機、皮帶輪、渦輪付經兩級變速將驅動傳遞到主動輪,再由主動輪、鋸條驅動被動輪來實現的,鋸條運轉速度共三擋。
性能特點1
本機采用臺灣技術,雙立柱結構,保證導向精度,鋸削穩定可靠。
性能特點2
鋸切下的工件不會松動,避免壓損鋸帶,保護鋸帶。
性能特點3
鋼刷清屑,有效清理鋸齒間鐵屑,延長鋸帶使用壽命。
配件類型挑選不匹配。配件代用或錯用的現象較遍及。應盡量運用原裝類型的配件,不可用其它類型配件代用,更不能錯用。不注重螺栓的選用,螺栓運用紊亂的現象較突出。在修補帶鋸床時,亂用螺栓的現象還比較突出,因螺栓功能、質量不符合技能要求,導致修補后機械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴重。 不留意檢測零部件合作間隙的現象為數不少。不成對、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補時,應留意成對安裝,不要弄串 。在實踐修補作業中,有人為了削減開支、有人不了解技能要求,不成對或成套替換上述零部件的狀況還不罕見,降低了修補質量,縮短了帶鋸床機件壽數,增加了毛病發作的可能性,應引起滿足的注重。
 jmc
jmc
帶鋸床安裝鋸條說簡單也簡單說復雜也復雜。下面我們來說一些關于帶鋸條安裝的事情。帶鋸條的安裝,首先分清楚規格型號的匹配;其次要能夠知道各項正常參數或者狀態;還要能及時的發現問題。
很多人在使用帶鋸床鋸條中會問的帶鋸條的規格,規格參數在帶鋸條的鋸身上有表示。而這一問題還是有人提出造成的原因多是由于帶鋸條的各項參數對于切割材料和參數影響較大,對于安裝規格方面的影響并不是很大。多是對帶鋸條的不了解造成的。
對于參數安裝過程中一般多是調整帶鋸條的張緊力,當然例如帶鋸床鋸輪的跳動、導向輪和鋸條之間的間隙、鋸夾到鋸條的間距等也是要注意的。
為重要的是即使的發現問題,這非常有助于解決帶鋸床鋸條報廢率,比如帶鋸條的斷帶,它的發生時需要一個過程的,因此正常情況下發現有問題需要即使的修復,使用焊接等方法解決,如果不注意在小口時候的解決就會發生斷帶。帶鋸條的更替使用時有很多好處的,不僅可以將應力釋放還可以在檢查的過程中發現問題。

此刻,應替換新油。液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
1.開控制柜內的電源總開關,扳到“ON”位置。
2.打開總停開關,啟動油泵。
3.打開鋸輪蓋板,啟動走鋸按鈕,觀察鋸輪方向,調整三相電源使鋸輪逆時針方向運轉。
4.啟動面板的快速退刀,使鋸弓升起。
5.打開鋸輪蓋板,安裝鋸條,(注意鋸齒方向應該向右)。
6.張緊鋸條,張緊力以30-40N/m為宜。
7.啟動走鋸按鈕,試運行鋸條,檢查鋸條位置是否合適。
8.放置材料,調整好材料位置。
9.夾緊工件。
10.點單次按健,鋸切開始工作。
12.調節各冷卻閥門,使之各出水口水量適當。