

精密管(SSAW)是帶鋼卷管時其前進方向與成型管中心線有成型角(可調整),邊成型邊焊接,其焊縫成螺旋線,優點是同一規格的帶鋼可生產多種直徑規格的鋼管,原料適應范圍較大,焊縫可避開主應力,受力情況較好,缺點是幾何尺寸較差,焊縫長度相比直縫管長,易產生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應力呈拉應力狀態。
精密管生產廠家國外將此工藝改進后將原料改為,使成型與焊接分開,經預焊和精悍,焊后冷擴徑,則其焊接質量接近UOE管,目前國內尚無此種工藝,是我國廠改進的方向。“西氣東輸”所用仍然是按傳統工藝生產,只是管端進行了擴徑。美國、日本和德國總體上否定SSAW,認為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴格的補充條件,由于歷史原因,國內主干線多數還是使用SSAW。
 一般用精密管:是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用精密管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
低中壓鍋爐用精密管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或精密管。主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。
大金鋼管制造有限公司
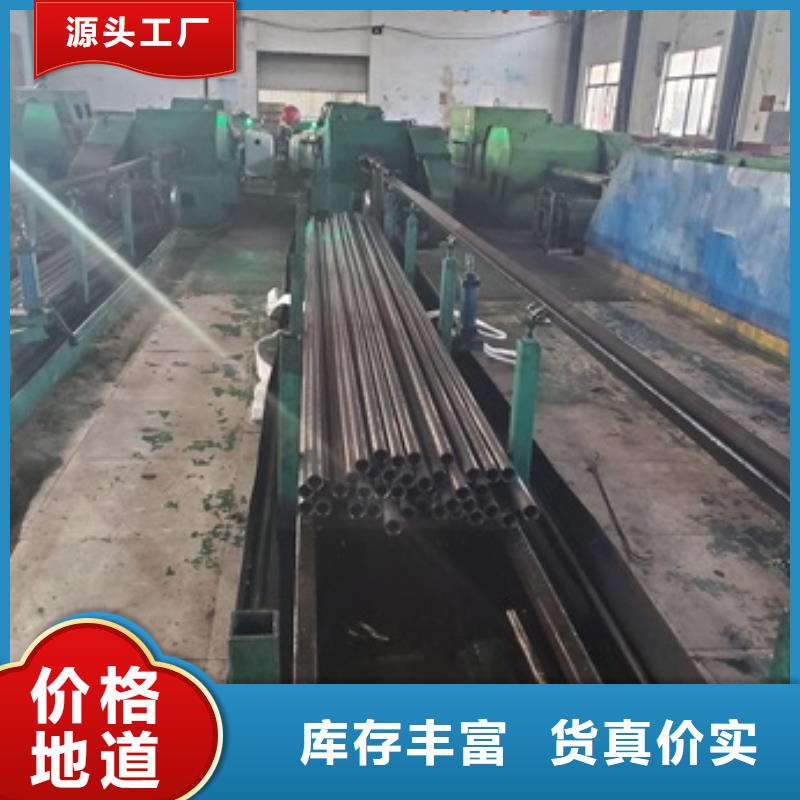
百色20#精密鋼管廠家直供
精密管軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(cl1/...式中:f-激勵頻率(hzc-激勵回路中的電容(f電容=電量/電壓;l-激勵回路中的電感,電感=磁通量/電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。
一般用精密管:是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用精密管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
低中壓鍋爐用精密管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或精密管。主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。
大金鋼管制造有限公司
百色20#精密鋼管廠家直供
精密管軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(cl1/...式中:f-激勵頻率(hzc-激勵回路中的電容(f電容=電量/電壓;l-激勵回路中的電感,電感=磁通量/電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。


| 產品參數 | |
|---|---|
| 產品價格 | 4.5/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運費說明 | 電聯 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領域 | 金屬制品,機械制造 |