





<澳門>鵬鑫鋼鐵
澳門Q345E直縫焊管定制價格

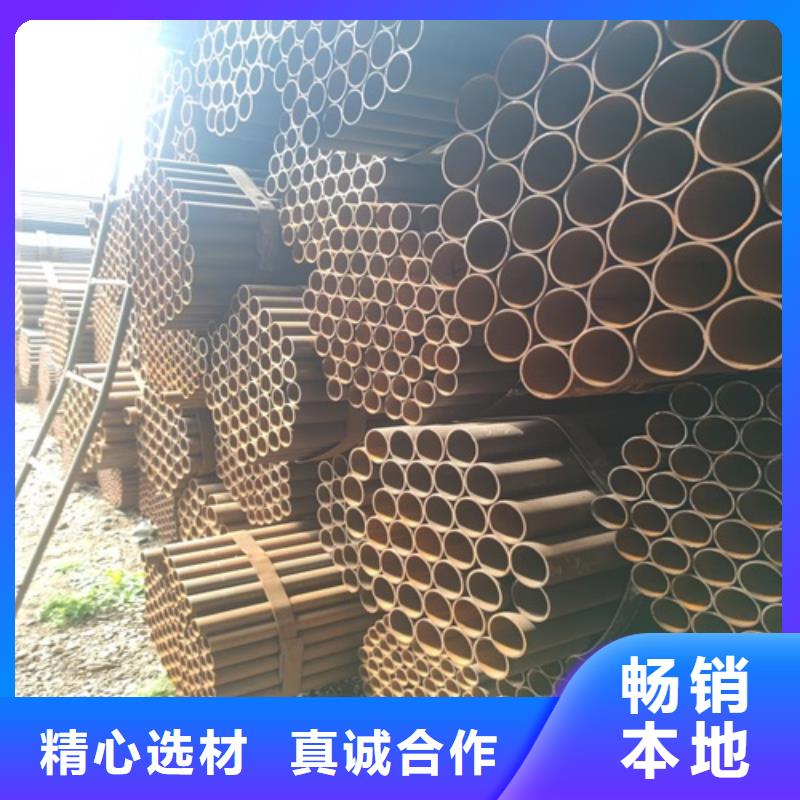
Q235B焊管生產工藝簡單,生產效率高,品種多樣性,設備投資少,但強度一般低于無縫鋼管。20世紀以來,伴隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的不斷提高,焊縫質量不斷優化,Q235B焊管的種類日益上升,并在越來越多的領域發揮著不可替代得作用。 Q235B焊管的生產流程比較簡單,生產效率高,成本低,發展比較迅猛。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。



小口徑焊管酸洗鈍化的步驟: 1、準備工作 2、化學除油,化學除油采用槽內浸泡方式,除油槽用鋼板制作,內壁鋪PVC或聚乙烯。小口徑焊管在槽內浸泡時,應注意放置的位置,避免管內存留空氣。浸泡過程中應上下前后移動或翻動管件,使內腔溶液不斷更換,以提果。必要時取出管件,用水氣沖洗后再進行浸泡。 3、熱水漂洗,除油后的焊管從除油槽內取出,浸泡在40℃~60℃左右的熱水槽內漂洗,時間5~20分鐘,熱水槽用鋼板制作,內壁鋪PVC或聚乙烯。水中氯離子含量小于25ppm。 4、用水沖洗,水漂洗過的管件用壓力水(壓力P≥0.1Mpa)進行沖洗。 5、鈍化 6、干燥 經過鈍化的管件,要抓緊用潔凈的壓縮空氣或氮氣吹干,并且必須有足夠的時間(至少2小時)使之在空氣中自然鈍化。 7、檢驗 管件經鈍化后,應進行自檢、互檢,然后提交質檢員按要求進行驗收。 8、保護 1) 如外表面需要進行油漆的焊管,則按照涂裝要求進行。 2) 檢驗合格后的管件用塑料塞封口,用三防布進行包扎保護,并進行標識。
澳門Q345E直縫焊管定制價格
 <澳門>鵬鑫鋼鐵
<澳門>鵬鑫鋼鐵
