薄壁油缸管、薄壁油缸管技術(shù)參數(shù)
更新時間: 2025-01-10 16:23:47 瀏覽次數(shù):3
以下是:薄壁油缸管、薄壁油缸管技術(shù)參數(shù)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:薄壁油缸管、薄壁油缸管技術(shù)參數(shù)的圖文視頻
導讀 薄壁油缸管、薄壁油缸管技術(shù)參數(shù),安達液壓機械有限公司為您提供薄壁油缸管、薄壁油缸管技術(shù)參數(shù)的資訊,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到澳門 。 澳門特別行政區(qū) 澳門特別行政區(qū)(英語:Macao,葡萄牙語:Macau),簡稱“澳”,全稱中華人民共和國澳門特別行政區(qū),位于中國南部珠江口西側(cè),是中國內(nèi)地與中國南海的水陸交匯處,毗鄰廣東省,與香港特別行政區(qū)相距60公里,距離廣東省廣州市145公里。澳門特別行政區(qū)由澳門半島和氹仔、路環(huán)二島以及路氹城(路氹填海區(qū))組成,陸地面積32.9平方公里。截至2022年底,總?cè)丝跒?72800人。
澳門薄壁油缸管、薄壁油缸管技術(shù)參數(shù)
<澳門>九冶管業(yè)有限公司
參數(shù)")
絎磨管廠家迅速準確的判斷故障缸是非常重要的。其快速判斷方法是:將裝載機動臂落到底,然后啟動發(fā)動機(機器處于空擋位置),將動臂操縱桿置于下降位置,加大油門根據(jù)松開動臂缸大腔接口處的漏油情況即可判斷小腔油封的好壞。若大腔接口處漏油比較多,則說明該絎磨管封密封不良或油封損壞;若松開處接口不漏油可漏油很少,則說明該動臂缸小腔油封密封性能較好。大腔油封損壞,就會造成升起的動臂自動下落,其判斷方法與小腔油封判定方法相反。絎磨管廠家也可用此法來判斷裝載機的翻斗缸或轉(zhuǎn)向缸的某一絎磨管油封以及非對稱式絎磨管筒(如挖掘機的斗桿缸、鏟斗缸)的某一腔油封的密封情況小口徑絎磨管內(nèi)徑絎磨光潔度多少
參數(shù)")
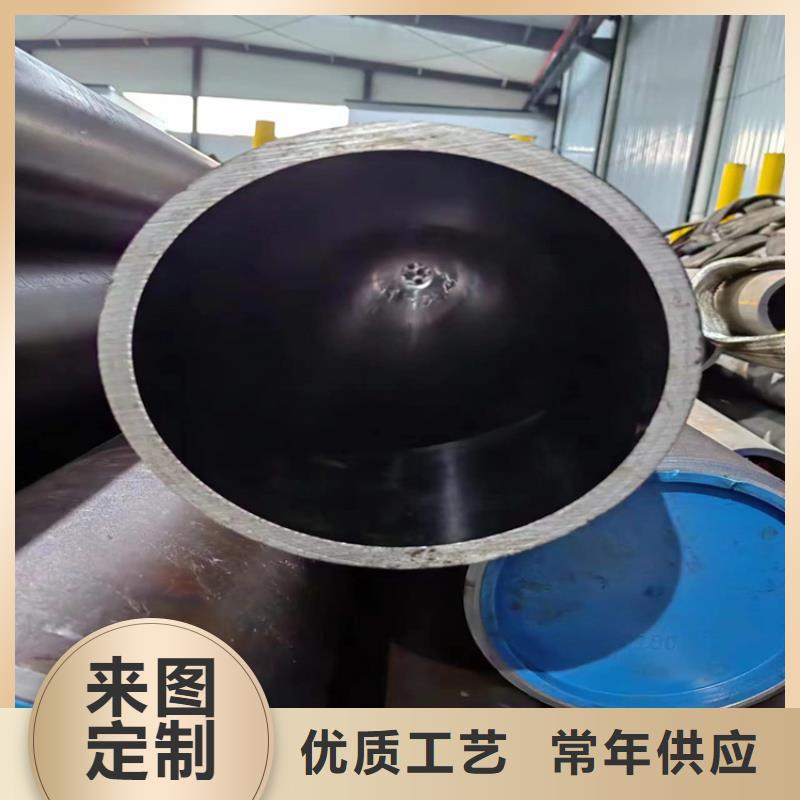
小口徑絎磨管公司生產(chǎn)品種規(guī)格為:內(nèi)徑直徑30mm—300mm,壁厚為2mm—40mm。技術(shù)條件為:內(nèi)孔精度H5—H10,內(nèi)孔粗糙度Ra≤0.63um,直線度≤0.3mm/m小口徑絎磨管是用4~6根砂條組成的珩磨頭對內(nèi)孔進行光整加工。珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。為進一步提高珩磨生產(chǎn)率,珩磨工藝朝著強力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發(fā)展。珩磨機油石工作壓力對珩磨切削性能影響很大,直接影響切削效率、珩磨油石磨損量和工件精度與粗糙度。當珩磨工作壓力大時,珩磨切削量和珩磨油石磨損量都大,加工精度和表面粗糙度也差。珩磨工作壓力小時,切削量和珩磨油石磨損量都小,加工精度和表面粗糙度則好
澳門薄壁油缸管、薄壁油缸管技術(shù)參數(shù)
總結(jié) 薄壁油缸管、薄壁油缸管技術(shù)參數(shù),安達液壓機械有限公司為您提供薄壁油缸管、薄壁油缸管技術(shù)參數(shù)產(chǎn)品案例,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:遼河路燕山路交叉口南500米東首。
參數(shù)")
參數(shù)")
參數(shù)")