您的位置>首頁(yè) >安陽(yáng)當(dāng)?shù)仡l道中心 >
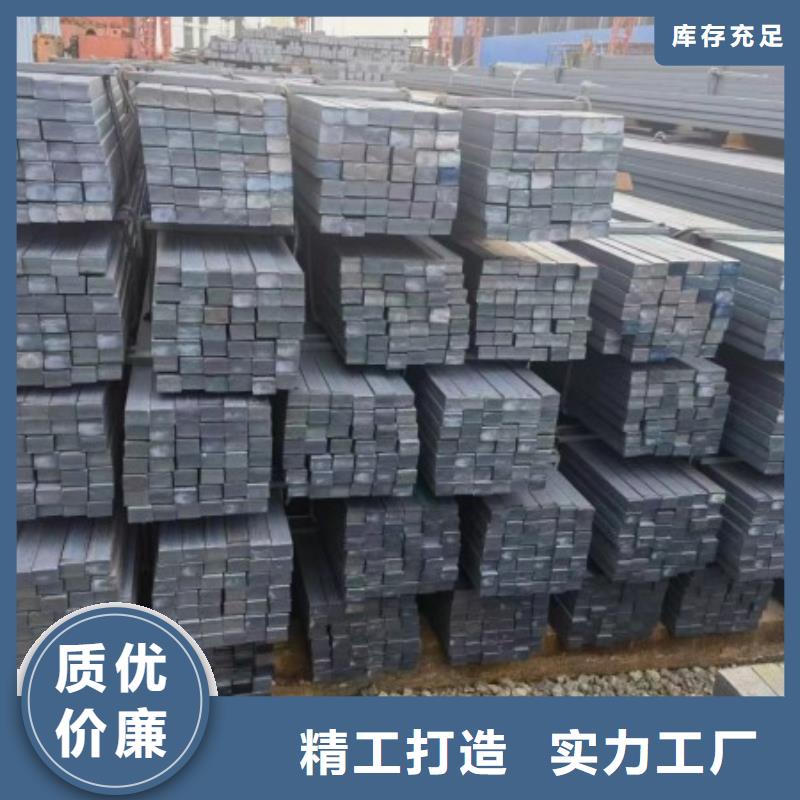
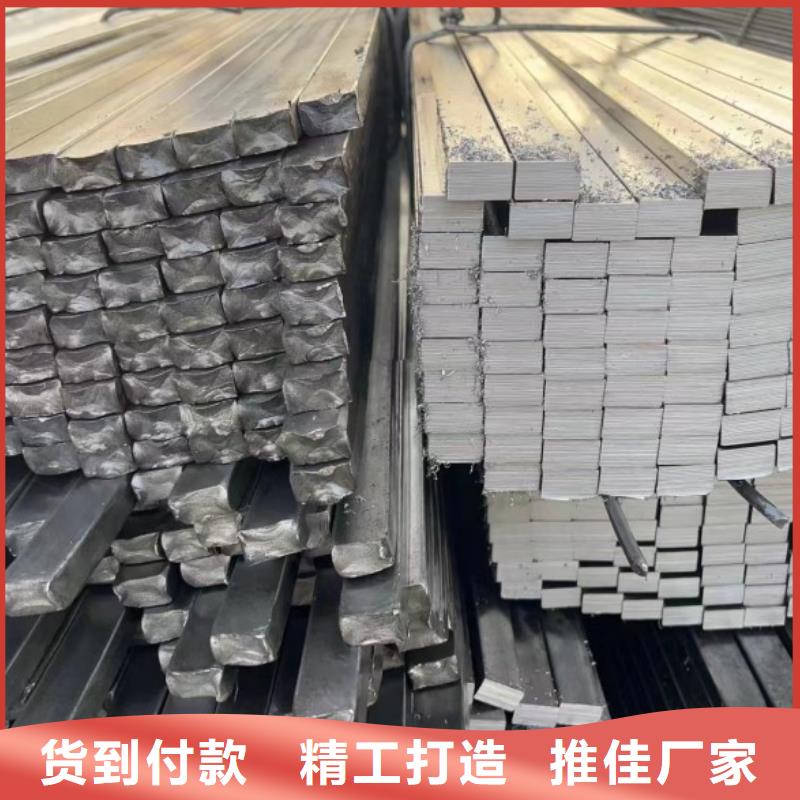
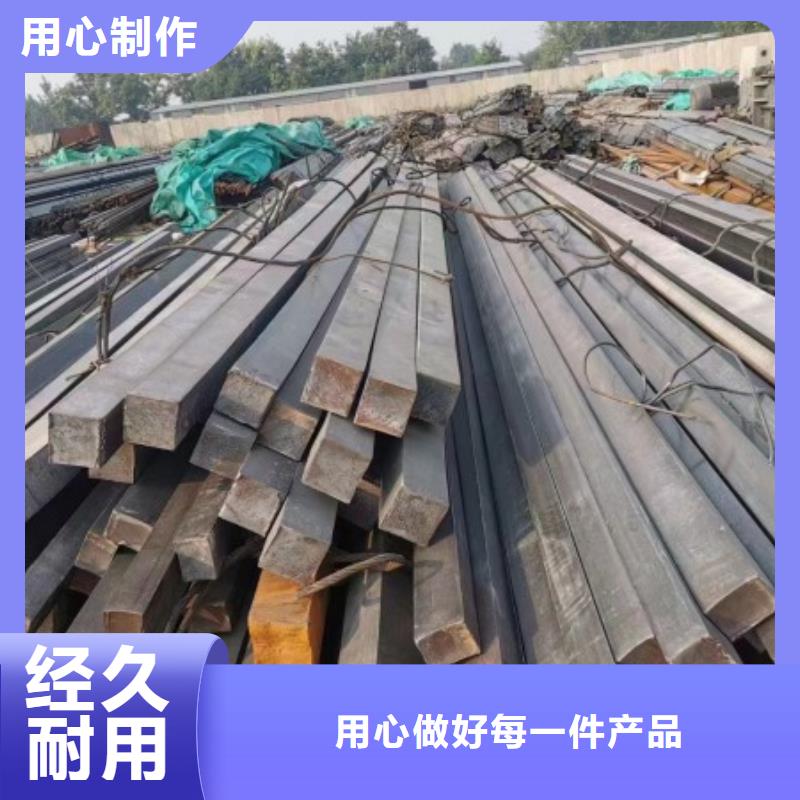
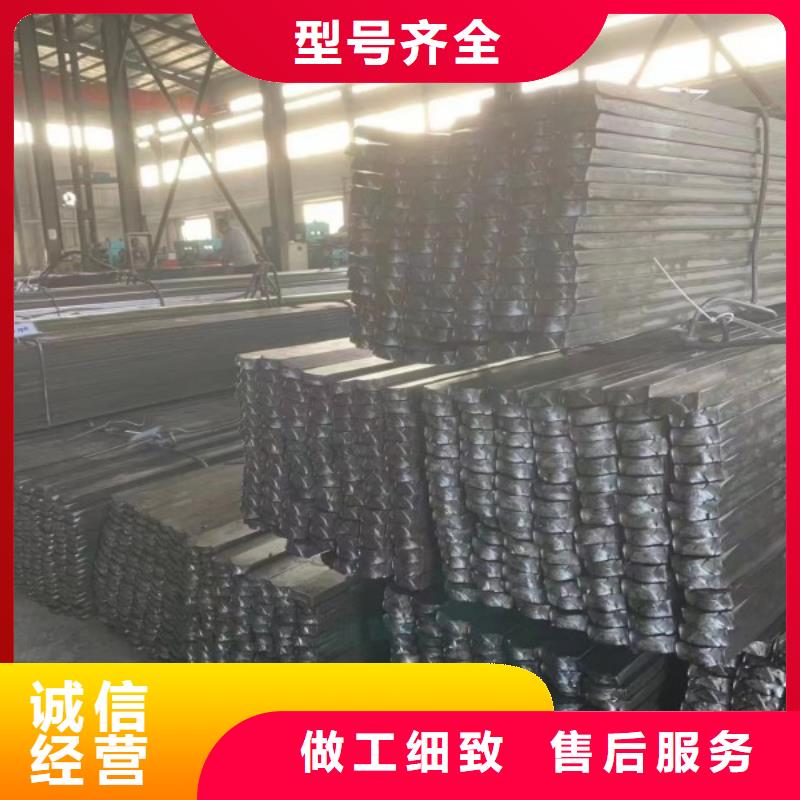
201方鋼10*85不銹鋼方鋼扁鋼
更新時(shí)間: 2025-02-15 04:38:37 瀏覽次數(shù):3
以下是:201方鋼10*85不銹鋼方鋼扁鋼的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/噸 |
|---|
| 發(fā)貨期限 | 3天 |
|---|
| 供貨總量 | 999566 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | Q235,45#,Q345B |
|---|
| 產(chǎn)品品牌 | 聯(lián)眾 |
|---|
| 產(chǎn)品規(guī)格 | 6*6-120*120 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 可加工定制 |
|---|
| 產(chǎn)品型號(hào) | 6*6-120*120 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 263555 |
|---|
| 產(chǎn)品顏色 | 黑色 |
|---|
| 質(zhì)保時(shí)間 | 一年 |
|---|
| 外形尺寸 | 6*6-120*120 |
|---|
| 適用領(lǐng)域 | 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 產(chǎn)品功率 | 36 |
|---|
| 工作溫度 | 500 |
|---|
以下是:201方鋼10*85不銹鋼方鋼扁鋼的圖文視頻
導(dǎo)讀 選購(gòu)201方鋼10*85不銹鋼方鋼扁鋼來河南省安陽(yáng)市找聯(lián)眾物資有限公司,我們是廠家直銷,產(chǎn)品型號(hào)齊全,確保您購(gòu)買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:王經(jīng)理-13406374388,{QQ:13406374388},地址:[聊城經(jīng)濟(jì)開發(fā)區(qū)發(fā)貨到河南省 安陽(yáng)市 文峰區(qū)、北關(guān)區(qū)、殷都區(qū)、龍安區(qū)、湯陰縣、滑縣、內(nèi)黃縣、林州市]。 河南省,安陽(yáng)市 安陽(yáng)市,河南省轄地級(jí)市,古稱殷、鄴城等,位于河南省北部,地處河南省、山西省、河北省三省交界處,是豫晉冀三省交界地區(qū)、區(qū)域性中心城市,京津冀周邊協(xié)同發(fā)展區(qū)城市,東接濮陽(yáng)市,西臨長(zhǎng)治市,南接鶴壁市、新鄉(xiāng)市,北臨邯鄲市,總面積7413平方千米。截至2023年5月,全市4個(gè)市轄區(qū)、4個(gè)縣,代管1個(gè)縣級(jí)市。截至2022年末,全市常住人口541.7萬人。
如果鋼筋強(qiáng)度偏高,平均的冷拉率低于1%時(shí),在鋼筋冷拉時(shí),仍要按1%的冷拉率控制。 第三點(diǎn)是要對(duì)不同批次的安陽(yáng)冷拉方鋼進(jìn)行合理的冷拉控制,這是因?yàn)閷?duì)于混雜,或是分不清的冷拉方鋼在進(jìn)行冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。 第四是需要對(duì)冷拉速度進(jìn)行良好的控制,也就是說要想使安陽(yáng)冷拉方鋼得到充分變形,就要適當(dāng)控制冷拉速度,一般以0.5——1.0為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結(jié)束冷拉,以給鋼筋充分變形的時(shí)間。 是針對(duì)于冷拉控制所采用的方法,就目前來說,安陽(yáng)冷拉方鋼冷拉時(shí)只用冷拉率或者冷拉應(yīng)力控制叫單控,冷拉時(shí)冷拉率和冷拉應(yīng)力同時(shí)應(yīng)用,稱為雙控。采用單控,施工簡(jiǎn)單方便。但對(duì)于材質(zhì)不均勻的鋼筋,不可能逐根試驗(yàn),冷拉質(zhì)量得不到。雙控方法可以避免上述問題。
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
<安陽(yáng)>聯(lián)眾物資有限公司是一家專注于安陽(yáng)扁鋼產(chǎn)品研究、開發(fā)、生產(chǎn)及銷售的高科技技術(shù)型企業(yè)。公司依托雄厚的技術(shù)力量并與多家科研單位及高等院校建立了密切的合作關(guān)系,公司具備先進(jìn)的生產(chǎn)工藝及嚴(yán)格的生產(chǎn)管理制度,研發(fā)和生產(chǎn)了各種安陽(yáng)扁鋼。
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
201方鋼10*85不銹鋼方鋼扁鋼")
總結(jié) 聯(lián)眾物資有限公司【0635-8888576】在河南省安陽(yáng)市本地專業(yè)從事201方鋼10*85不銹鋼方鋼扁鋼,價(jià)格低,發(fā)貨快,效果好 ([城市群])可送貨上門。