
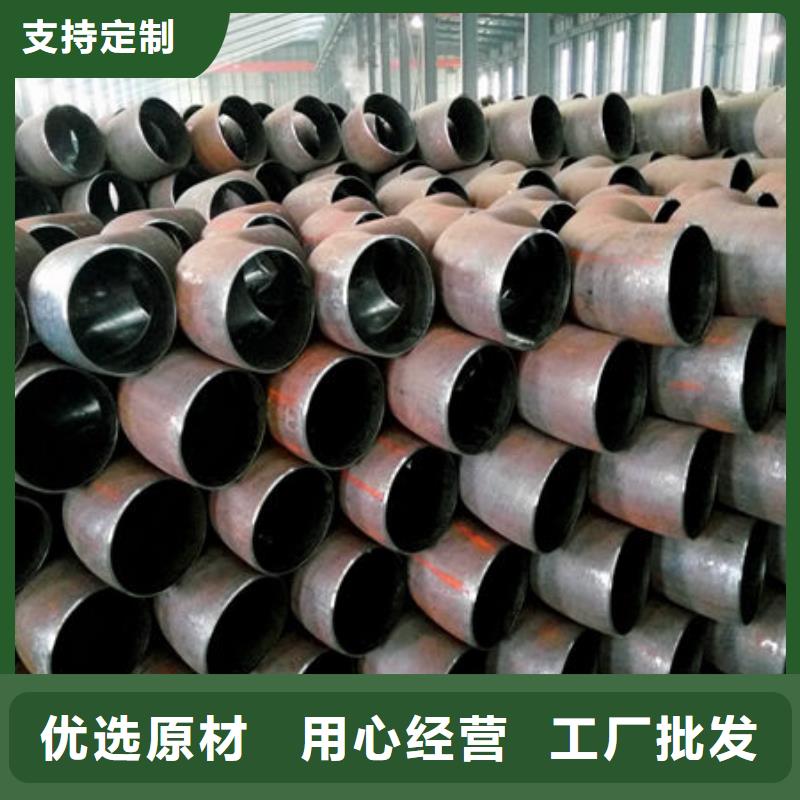




直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊直縫鋼管和埋弧焊直縫鋼材;直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分直縫鋼管被對接連接,以滿足工程所需的長度;T形直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。
16mn無縫鋼管的含合金總量<3%,含碳量為0.1%-0.25%,在合金鋼中屬于低合金無縫鋼管。但是因為其猛含量較高,主要應用在一些延伸性能大,抗壓性能強的領域,是一種低合金高強度的16mn低合金無縫鋼管。性能16mn低合金無縫鋼管的綜合性能好,低溫性能好,泠沖壓性能,焊接性能和可切削性能好。外徑生產范圍從6至120mm壁厚從0.6至20mm內可根據客戶要求定制各尺寸和各形狀的16mn無縫鋼管。標準16mn低合金無縫鋼材采用GB8162《結構用無縫鋼管》,此標準適用于一般結構機械結構;GB8163《輸送流體用無縫鋼管》,此標準適用于輸送流體的一般無縫鋼管。
方管的運用壽命是沒有詳細的運用年限的,都是依據運用環境與生產工藝改變的。而鍍鋅方管的鍍鋅層是常用的防腐防銹措施,能夠有用增長運用壽命,尤其是熱鍍鋅方管能夠做到無死角對方管進行防護,防腐防銹作用也會好許多。另外鍍鋅的費用并不是太高,綜合來說鍍鋅方管價格要比方管的價格低許多。方管多少錢一根,除了需要關心這個問題外,我們還需要關注的另外重要一點,便是判別鍍鋅方管 的鋼材質量。判別鍍鋅方管質量能夠經過外觀來判別。劣質的鍍鋅方管或許會有折疊、鋅層開裂、外表粗糙的現象,這些現象皆是因為方管質量引起的。優質的鍍鋅方管外表潤滑整潔,有金屬光澤。有些熱鍍鋅方管的外表發烏,假如沒有其他現象也歸于正常狀況,不歸于質量問題。
常見的鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設備價格也相當貴正常幾十萬以上,適用于附加值特別高的精度要求極高的鋼管加工;水切割機切割管口能做到無屑無毛刺且不變形,精度一般能達到±0.05mm,價格不高約幾萬一臺,鋼管切割應用相對廣泛;等離子切割機價格也不高約幾萬一臺,常用于切割厚壁鋼管鋼材(正常可切割35mm壁厚以下結構用鋼材,切割厚度理論可達180~200mm),不過切口處容易形成拉口,切口表面質量需要嚴格控制。對于手工切割和自動切割,一般手工切割使用人工上料,其上料和控制切割效率相對較低,而自動切割需要注意控制鋼管進給的長度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。
