




模具的外形尺寸必須一致這也是提高模具造價的原因,這就提高了產品的成本,(2)單絲機器使用的就是普通模具造價只有雙絲模具的五分之一左右,因為能做相應的調整所以對外形尺寸無要求,4:(1)對孔徑和絲徑,幅寬范圍的局限也是雙絲機器的又一大弊端。
滲透注漿法在粘土層中宜采用劈裂或電動硅化注漿法在淤泥質軟土層中宜采用高壓噴射注漿法,注漿材料應具備良好的可注性,固結后應有一定強度,抗滲,穩定,耐久和收縮小,漿液須無,注漿工藝應簡單,方便,注漿材料的選用和配比的確定。阿拉善盟數控小導管尖頭成型機/橋梁網片機
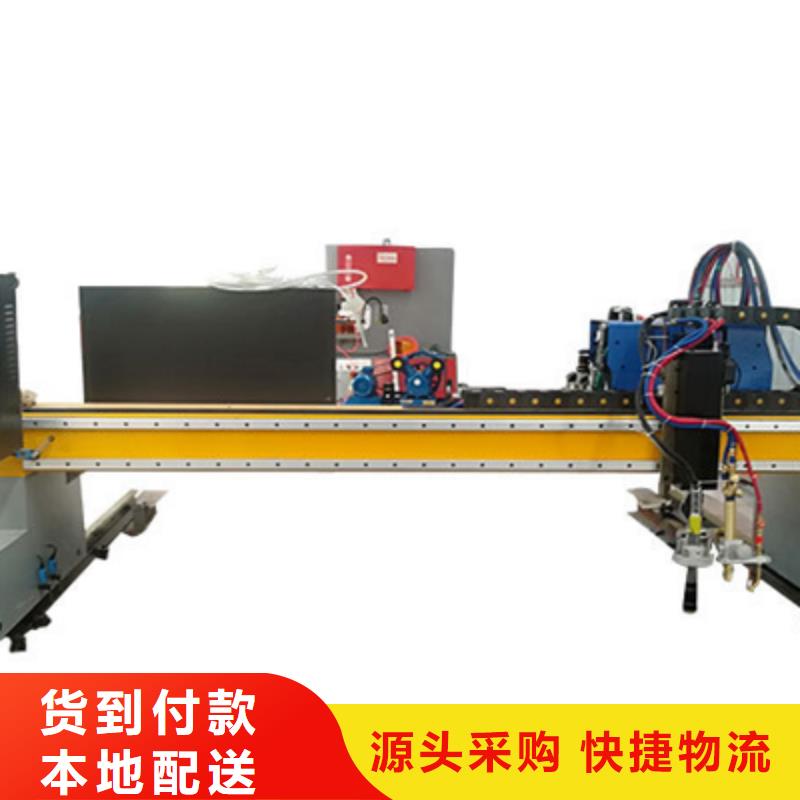
數控小導管沖孔機_小導管箭頭機設備介紹:
小導管尖頭機按站的冷卻方式可分為兩種: 1、自然冷卻:靠油箱本身與空氣熱交換冷卻,一般用于油箱容量小于250升的系統一思想。 2、強迫冷卻:采取冷卻器進行強制冷卻,一般用于油箱容量大于250升的系統。 液壓站以油箱的有效貯油量度及電機功率為主要技術參數。
 安順隧道工字鋼冷彎機一站式服務數控立式鋼筋彎曲中心機屬于一種對鋼筋彎曲機結構的改進。調直特性:由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到*的精度。鋼筋加工機械之一。
安順隧道工字鋼冷彎機一站式服務數控立式鋼筋彎曲中心機屬于一種對鋼筋彎曲機結構的改進。調直特性:由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到*的精度。鋼筋加工機械之一。
 本實用新型包括,減速機、大齒輪、小齒輪、彎曲盤面其特征在于結構中:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;大齒輪始終帶動彎曲盤面;彎曲盤面上設置有中心軸孔和若干彎曲軸孔;工作臺面的定位方杠上分別設置有若干定位軸孔。由于雙級制動電機與減速機直聯作一級減速,輸入、輸出轉數比準確,彎曲速度、準確,且可利用電氣自動控制變換速度,制動器可保證彎曲角度。利用電機的正反轉,對鋼筋進行雙向彎曲。中心軸可替換,便于。可以采用智能化控制。
本實用新型包括,減速機、大齒輪、小齒輪、彎曲盤面其特征在于結構中:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;大齒輪始終帶動彎曲盤面;彎曲盤面上設置有中心軸孔和若干彎曲軸孔;工作臺面的定位方杠上分別設置有若干定位軸孔。由于雙級制動電機與減速機直聯作一級減速,輸入、輸出轉數比準確,彎曲速度、準確,且可利用電氣自動控制變換速度,制動器可保證彎曲角度。利用電機的正反轉,對鋼筋進行雙向彎曲。中心軸可替換,便于。可以采用智能化控制。

工字鋼冷彎機工作原理:把鋼材放在冷彎機上,與減速器帶動的滾輪接觸后,將壓緊手柄進給鎖緊,啟動電機油泵組,由電動油泵輸出的高壓油經溢流閥(可調整所需壓力),進入聚成塊到電液閥,有電液閥和點動開關(點進、點退)控制油缸工作,工作油缸推進,將工字鋼與三個支撐滾輪壓緊并未發生彎曲變形時開始計算,油缸再推進的長度進程為每次10mm-15mm,開主電機正轉或反轉,由主電機帶動鋼材工作,反復操作,達到所需為止。
工字鋼冷彎機操作:1、設備擺放平穩,四輪受力均勻。2、設備使用前,先檢查傳動箱側面油標所顯示的油位,如果油位低于油線時,須從箱體蓋上向箱體內注潤滑油,直到達到油線位置。3、夏季注入46號液壓油,冬季可注入48號液壓油。正常使用半年后,換油一次,可保證設備正常運轉和延長壽命。4、操作人員了解并掌握該設備的結構及工作原理和保養檢查點。5、壓輪進給時,先將上面圓螺母松開,進給到達刻度后,再將圓螺母擰緊固定;被動壓輪進給時應將工件完全退出。

