



聯(lián)系我們

- 廣告智能分類垃圾箱實(shí)力雄厚
- 電纜橋架工廠直銷坤曜橋架廠
- 遼寧沈陽(yáng)卡通人偶服裝定制廠家/節(jié)日毛絨公仔服務(wù)優(yōu)
- 光亮管一站式服務(wù)
- 價(jià)格低的304大口徑不銹鋼管供應(yīng)商
- DN400污水管道堵水氣囊精工細(xì)作-眾拓歡迎您
- 6840zz軸承
- 小微企業(yè)記賬管理軟件推薦功能齊全
- 供應(yīng)批發(fā)SWP-ASR104-2-1/JB7-熱銷
- 3MM鉛板鉛門廠家價(jià)格出廠價(jià)格
- 銷售橋梁防撞護(hù)欄的廠家
- 橋梁護(hù)欄防撞護(hù)欄立柱批發(fā)貨源
- 公園鄉(xiāng)村標(biāo)識(shí)牌歡迎來電
- 汕頭兩英鎮(zhèn)10KV高壓發(fā)電車出租環(huán)保低噪音型
- 景觀護(hù)欄-立柱橋梁防撞護(hù)欄專注細(xì)節(jié)更放心
型材拉彎彎管拉彎推薦
更新時(shí)間:2025-01-27 08:40:06 瀏覽次數(shù):11 公司名稱: 宏鉅天成鋼管有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 3000/噸 |
| 發(fā)貨期限 | 現(xiàn)貨直發(fā) |
| 供貨總量 | 3000噸 |
| 運(yùn)費(fèi)說明 | 賣家負(fù)責(zé) |


型材拉彎防銹工作怎么做?很多朋友對(duì)型材拉彎加工有一定的了解,在日常生活中,我們經(jīng)常可以看到彎頭加工的相關(guān)內(nèi)容,那么如何保證加工好的彎頭的防銹工作呢?型材拉彎防銹工作需要注意什么? 一、清洗彎頭處理: 主要是用乳液或溶劑清洗鋼材表面,保證去除彎頭表面的油脂、清洗劑、污垢和有機(jī)物,但不去除表面氧化皮、鐵銹、焊劑等,所以它在整個(gè)防銹工作中主要起輔助作用。 二、彎頭加工工具的除銹: 用鋼絲刷或其他物體對(duì)彎頭表面進(jìn)行有效的拋光,可以使表面的鐵銹、氧化皮和焊渣松動(dòng)和,如果鋼鐵表面附著水垢,這種方法的去除效果不是很令人滿意。 三、重新彎曲后的酸洗: 化學(xué)和電解兩種不同的酸洗方式比較常見,而化學(xué)酸洗基本上只用于彎頭的防腐,可以有效去除表面的舊涂層、鐵銹和氧化皮,甚至可以在噴砂除銹后使用,化學(xué)清洗雖然可以去除表面的雜質(zhì),但更容易造成污染。 四、彎頭加工中終噴涂除銹的優(yōu)點(diǎn):噴涂除銹主要是需要使用一個(gè)功率更大的電機(jī)來驅(qū)動(dòng)噴涂刀片對(duì)彎頭進(jìn)行除銹,加工后的彎頭不僅可以徹底除銹,而且即使在劇烈的沖擊和摩擦下,也能保證彎頭的粗糙度相對(duì)均勻。
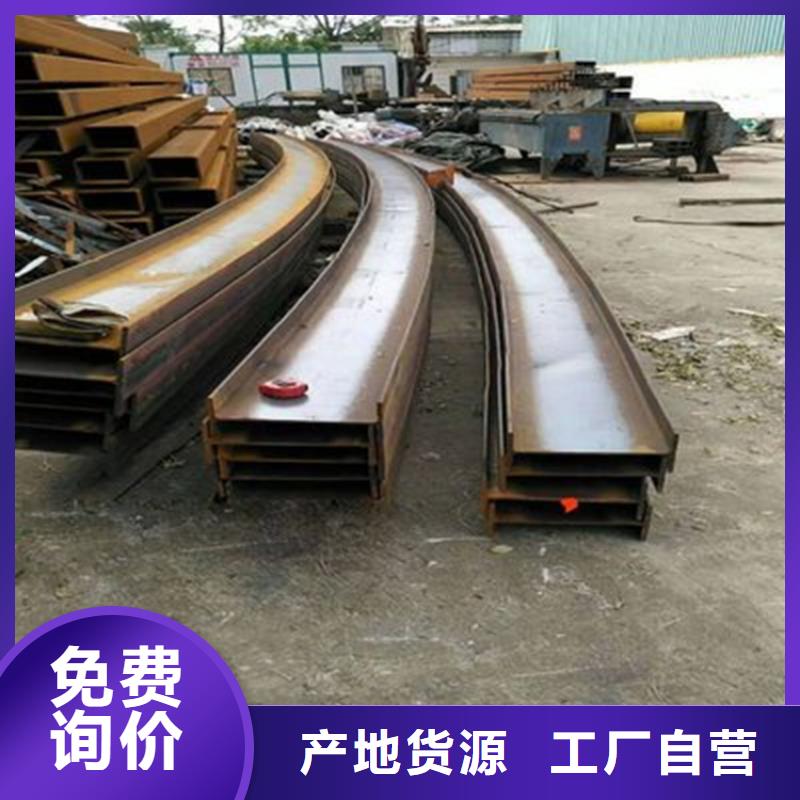
型材拉彎在彎管加工過程中會(huì)有多種辦法,在必定程度上,依據(jù)其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時(shí)是否運(yùn)用模具可以分為模彎和無模彎;依據(jù)曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據(jù)是否加熱是否可以分為冷彎和熱彎。近年來,也出現(xiàn)了新的彎管工藝,如零半徑曲折、中頻感應(yīng)曲折、熱應(yīng)力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對(duì)管材進(jìn)行曲折加工的辦法,對(duì)彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對(duì)于小半徑曲折則無能為力。軋制曲折辦法和作業(yè)原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業(yè)表面。曲折時(shí),只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動(dòng)輪,其余兩個(gè)是從動(dòng)輪。這種辦法特別適用于曲折環(huán)或螺旋管件。彎管需求依照有關(guān)標(biāo)準(zhǔn)和規(guī)定加工,不管彎管的高度怎么,都不答應(yīng)不穩(wěn)定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴(yán)禁運(yùn)用彎管的緊固件,不得焊接連接件。
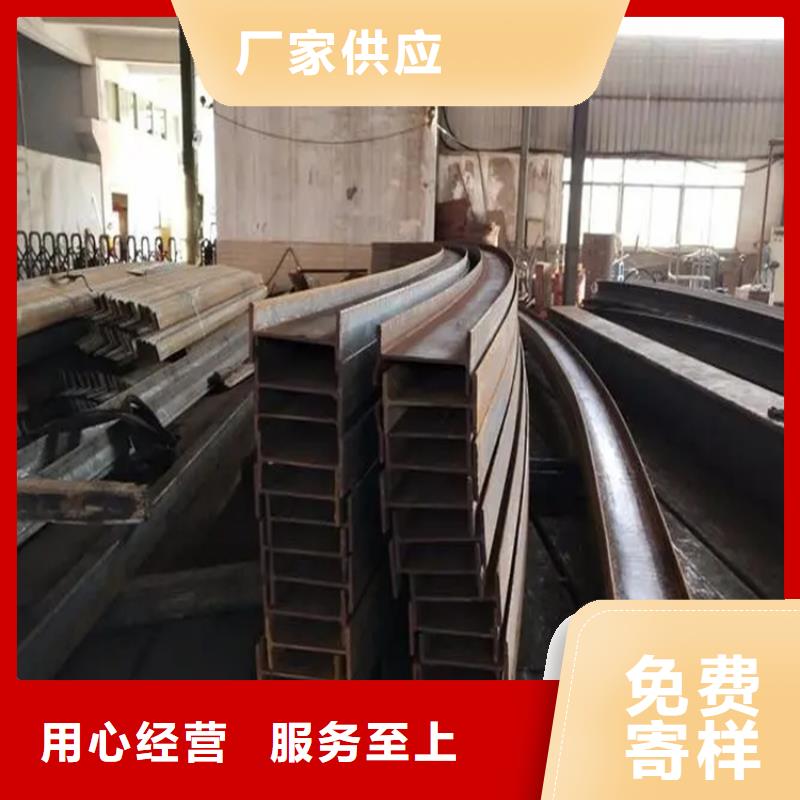
講一講型材拉彎的具體方式型材拉彎理論活動(dòng)時(shí)會(huì)有不相同的彎折加工工藝,產(chǎn)品能夠 從不相同的視角分紅不相同的類型。一般來說,依據(jù)彎頭是不是被合理加溫,工程項(xiàng)目消費(fèi)加工能夠 分紅冷拔乃至熱彎。依據(jù)曲折程度的不同。產(chǎn)品能否有填充劑,能夠分為無芯曲折、無銹鋼板曲折、厚壁不銹鋼板曲折,是冷拔方法,產(chǎn)品普遍使用于各種制作業(yè)。型材拉彎加工工藝及安裝規(guī)矩彎管是管道施工工程項(xiàng)目的重要。除開制作制廢品管材相對(duì)性詳盡的汽體管路外,其他管路現(xiàn)階段并不是沖壓模具無縫彎頭和沖壓模具焊接彎頭的重要。彎折消費(fèi)加工是使用觸摸閃現(xiàn)屏和數(shù)控機(jī)床操控模塊,他們被關(guān)掉。全部機(jī)器設(shè)備的程序流程設(shè)定比較簡(jiǎn)略和非常容易。全部機(jī)器設(shè)備的床體結(jié)構(gòu)非常平穩(wěn),在使用全過程中不容易形變。每一傳動(dòng)齒輪能夠 設(shè)定16個(gè)彎折視角。依據(jù)其慢定位效勞,鈑金折彎視角不容易紊亂,產(chǎn)品重復(fù)精細(xì)度可做到正負(fù)極零點(diǎn)一度,操作流程中的錯(cuò)誤解閃現(xiàn)信息在閃現(xiàn)屏上,這可合理輔佐作業(yè)者馬上肅清,并出示自主開發(fā)設(shè)計(jì)的坐標(biāo)轉(zhuǎn)化鈑金折彎的消費(fèi)加工值。
型材拉彎鋼材拉彎中的損耗計(jì)算公式為:b=Q/G×100式中b為成材率,%;Q為合格產(chǎn)品分量,噸;G為投入質(zhì)料分量,噸。成材率與金屬耗費(fèi)系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K.式中W為出產(chǎn)過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產(chǎn)過程中產(chǎn)生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個(gè)軋鋼車間用的質(zhì)料和軋制的產(chǎn)品不同,如有的軋鋼車間以鋼錠為質(zhì)料通過中心開坯,軋制成材;有的車間以鋼錠為質(zhì)料直接軋制成材;有的車間以鋼坯為質(zhì)料軋制成材;還有少量車間則是以鋼材為質(zhì)料加工成各種成品鋼材的,所以用一種成品率計(jì)算方法。難以表示和比較出產(chǎn)過程中金屬收得情況,難以反映車間之間在出產(chǎn)技術(shù)水平和管理水平上的差異。因而,在成材率的計(jì)算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據(jù)具體情況計(jì)算。