以下是:數控鋼筋鋸切生產線銷售的產品參數
| 產品參數 |
|---|
| 產品價格 | 18000 |
|---|
| 發貨期限 | 24h |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 包郵 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 優級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 河南建貿 |
|---|
| 產品規格 | JMGSX-500 |
|---|
| 發貨城市 | 長葛 |
|---|
| 產品產地 | 河南 |
|---|
| 可售賣地 | 全國 |
|---|
| 型號 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名稱 | 金屬帶鋸床 |
|---|
| 材質 | 金屬 |
|---|
| 品牌 | 河南建貿機械 |
|---|
以下是:數控鋼筋鋸切生產線銷售的圖文視頻
在貴州省安順市采買數控鋼筋鋸切生產線銷售到建貿機械 有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:趙艷杰-13298459090,QQ:2060712089,地址:《許昌老城鎮發貨到貴州省 安順市 西秀區、平壩區、普定縣》。 貴州省,安順市 安順素有“中國瀑鄉”、“屯堡文化之鄉”、“蠟染之鄉”、“西部之秀”的美譽,是中國旅游城市,全國甲類旅游開放城市,全國的“深化改革,促進多種經濟成分共生繁榮,加快發展”改革試驗區,民用航空產業高技術產業基地,貴州省級歷史文化名城,是“貴州加快發展的經濟特區”,2009年度中國十大特色休閑城市,世界喀斯特風光旅游優選地區,全國六大黃金旅游熱線之一和貴州西部旅游中心。國務院批準的第八個新區貴安新區的主要組成部分。
想要更直觀地了解數控鋼筋鋸切生產線銷售產品嗎??產品視頻,帶你走進產品世界
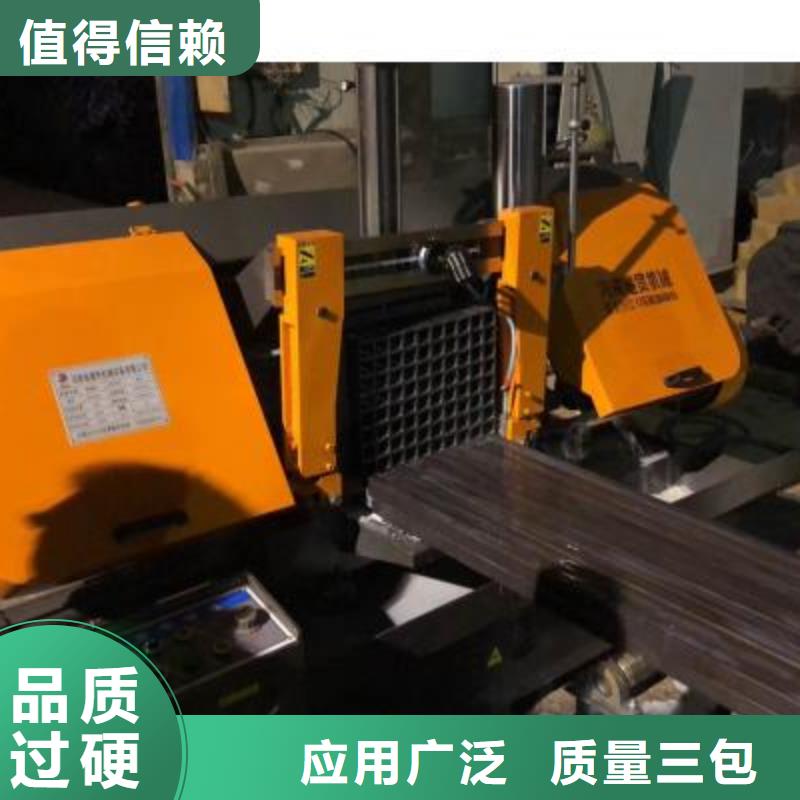
以下是:數控鋼筋鋸切生產線銷售的圖文介紹

· 液壓控制鋸切進給速度,無級可調。
· 液壓控制導向塊結構鉗口雙向夾緊,手動或液壓夾緊。
· 小量可成束鋸切,生產效率高。
· 帶鋸條采用滾動軸承和硬質合金導向,延長鋸條的壽命。
的參數有哪些?我們來看一下。
1、主要技術參數
1.1 鋸切范圍:圓料○ Φ300mm 方料□(寬×高) 400×300(mm)
1.2 鋸帶速度:24 36 45 54 75
1.3 鋸帶尺寸:長度選用4115(3950)mm,寬度選用34mm,鋸帶厚度不得超過1.1mm。
1.4 電機:電機總功率4.0 KW
1.5 裝卡方便,靈活可靠。


金屬帶鋸床鋸條檢測分析
根據金屬帶鋸床對帶鋸條詳細檢測分析,使用過程中的鋸條出現切斜或者焊口撕裂可能與下面幾點因素有關: 通過新、舊帶所測的數據判斷,雖然部分鋸條存在分齒量對稱度為內控下差,但結合以往內部試切以及退回新帶試切結果分析,并及時清洗掉鋸齒上的附加物正確地磨合新帶鋸條
帶鋸床是用于金屬切削的機床設備,其是運用鋸條的動轉來完結對工件的循環切削,在完結操作中有的操作者會遇到帶鋸床鋸條跳動的疑問,那么是啥要素構成的呢?帶鋸床帶鋸條跳動要素:、帶鋸條張緊度過松,通過恰當調張緊度,能夠有用的削減帶鋸條的跳動;、鋸條下行的筆直度欠好。



按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。
液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。



建貿機械 有限公司將繼續堅持“質量至上、用戶為先、信譽良好”的宗旨,以優惠的價格,優異的 貴州安順液壓噴濕機廠家和完善的服務來滿足廣大用戶的需求。依靠創新和優良的品質,出優異產品,創優異效益,與您共創美好燦爛的明天!


打齒、斷齒 1、工件小而鋸齒太大
2、工件大而鋸齒太小
3、鋸帶線速度太慢
4、進給太猛
5、切邊或切邊角
6、鋸帶卡殼、工件松動
7、鋸帶齒向安反
8、工件材質有問題,如硬塊起皮
9、鋸帶張力太小
10、導向塊松動卡帶
11、鋸帶寬度選擇有誤
12、導向塊磨損
13、鋸帶線速度太快
14、鋼絲刷功能不當
15、切削液太少
16、鋸床振動 1、重新選擇與工件匹配的鋸齒
2、減小進給量
3、適當增加線速度
4、正確選擇下刀位置
5、避開邊角處下刀
6、檢查液壓傳動和夾緊裝置,保證虎鉗夾緊工件正常
7、重新安裝鋸帶
8、檢查工件硬度,確定加工條件
9、適度增大張力
10、檢查導向塊使其與鋸帶寬度相符
11、確定實際帶寬,更換正確寬度鋸帶
12、更換導向塊
13、適當降低線速度
14、調整鋼絲刷位置
15、增加切削液流量,噴嘴對正鋸口
16、檢查帶輪的偏磨耗,導臂松弛,要進行調整


聯系人:趙艷杰,電話:13298459090,建貿機械 有限公司在貴州省安順市本地專業從事數控鋼筋鋸切生產線銷售,貴州省安順市各個縣市以及周邊城市均可提供送貨上門服務!