

別再錯過任何細節!花費一分鐘觀看螺旋管薄壁鋼管貨到付款產品視頻,讓您的購買決策更加明智。
以下是:螺旋管薄壁鋼管貨到付款的圖文介紹


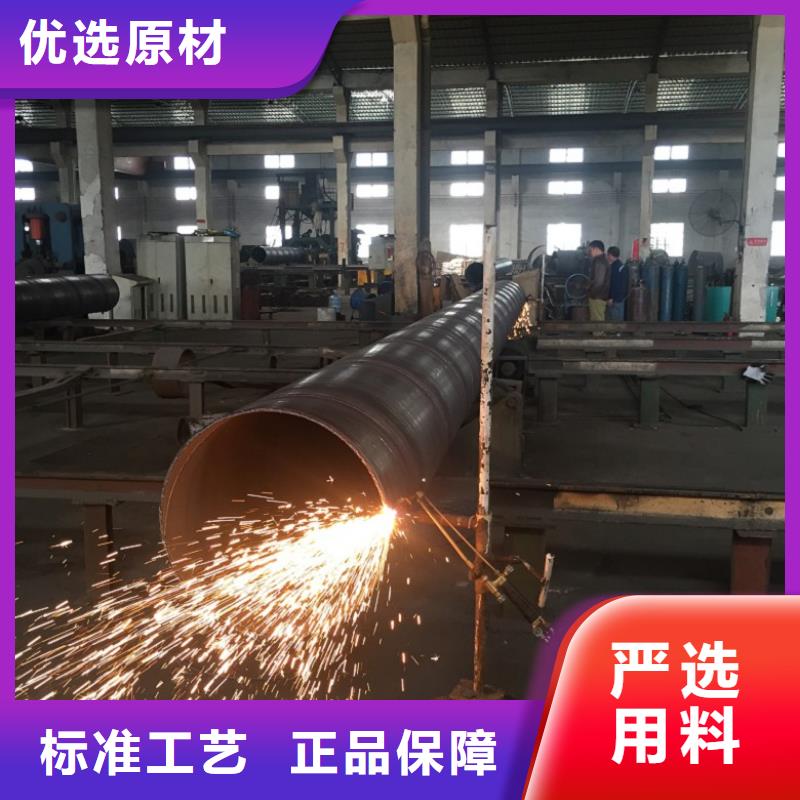
螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
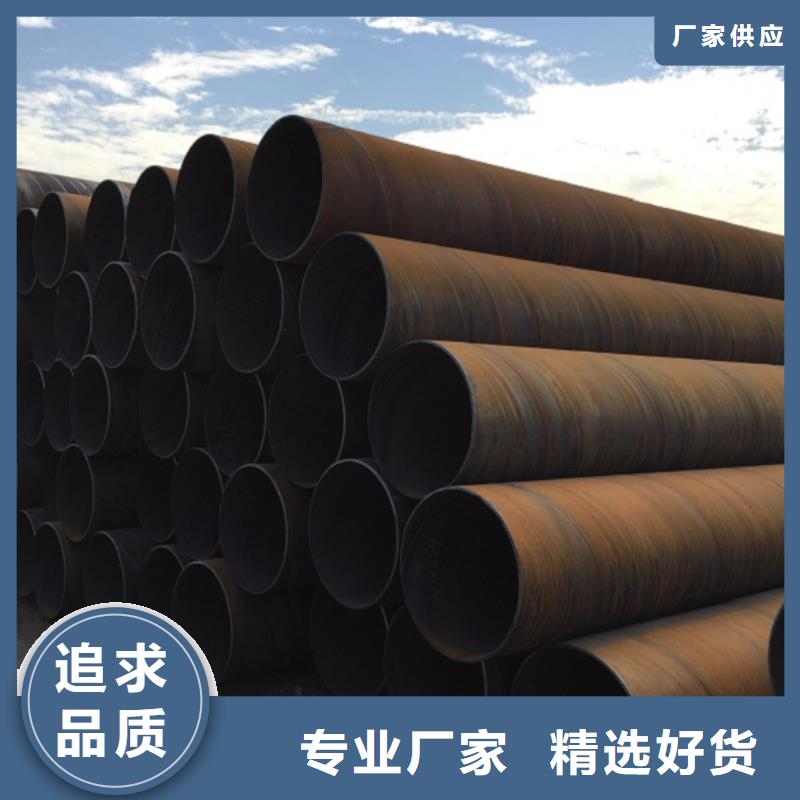
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。



聚力群達金屬材料有限公司深信,只有“以人為本,以德興廠,創新務實,誠信經商”才能讓我們的企業立于不敗之地,也才會給消費者帶去真正的福利,并且真正打開【遼寧鞍山光亮扁鋼】市場,贏得新老客戶的口碑,并且在一定程度上創造出更多性能優越的【遼寧鞍山光亮扁鋼】產品,讓消費者可以擁有更多的選擇。
我們也始終堅持微笑服務,以顧客利益為主,服務到位,讓每一位來到我公司的朋友都能感受到溫馨的氛圍。
此外,我們還注重多實踐、多交流、互幫互助的原則,以積j i飽滿的姿態迎接每一個挑戰,爭取能夠早日將此產業發揚至全球,打響【遼寧鞍山光亮扁鋼】國際知名度。


在將管坯的兩個邊緣加熱到焊接溫度之后,在壓輥的擠壓下,形成普通的金屬顆粒,使其滲透并結晶,從而后面形成牢固的焊縫。 如果螺旋管的按壓力過小,則共晶數變少,焊接金屬的強度降低,施加該力后會產生裂紋。 如果按壓力太大,熔融金屬會從焊縫中擠出。 不僅降低了焊接強度,而且產生了大量的內部和外部毛刺,甚至引起諸如焊縫的缺陷。
使用螺旋鋼管的質量要求:立管的垂直安裝每米應小于3毫米,水平安裝應小于1毫米。支管不得在焊縫處焊接,應避免在彎頭處焊縫。焊縫要求平直,焊縫飽滿,并且焊縫表面沒有燒傷或開裂。



做抗拉實驗一方面查驗了原材料的質量,另一方面關于自已出產的螺旋管也有了確保,現在有些原材料供貨商拼價格,導致質量大幅下滑,直接導致螺旋鋼管的質量不保,更影響公司的名譽,所以出產廠家必需要測一測,試一試。
一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間,寬度大了出產粘結度不行,并且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,出產出來后螺旋鋼管焊縫根本沒有視點,快成直角了,關于螺旋鋼管口徑在529-1000之間的根本用685--1100板寬,關于螺旋鋼管口徑在1500以上,必須用卷板。

