

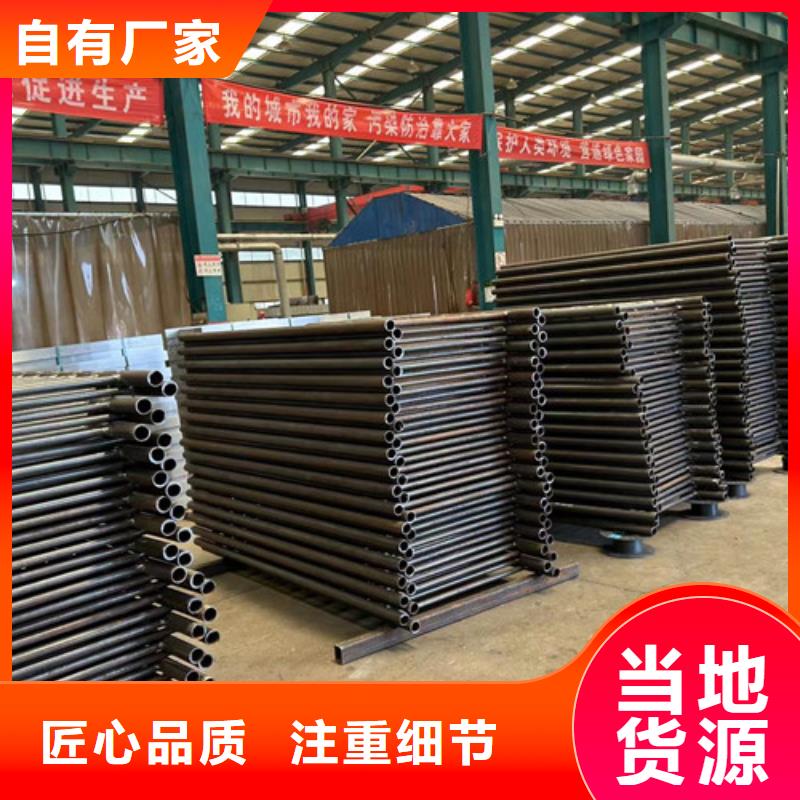




與不銹鋼復合管連接方式相比新式的變革:先承插,后熔接,連接方式:先熱熔,后承插僅對不銹鋼復合管進行加熱,避免熱熔承插連接的熔接溫度、時間及承插深度等由于人工操作的不確定性而導致熔接口不銹鋼復合管發生滲漏現象。 不銹鋼復合管價格月跌幅近一成不銹鋼復合管價格月跌幅近一成不銹鋼復合管行情:根據鋼鐵價格消息:由于成交不暢、庫存上升、資金面偏緊這3個限制因素疊加,國內鋼鐵價格跌幅又有所擴大。 不銹鋼復合管市場繼續走在價格下滑通道內,一個月內進口礦價已跌去近一成。鋼鐵價格消息:由于成交不暢、庫存上升、資金面偏緊這3個限制因素疊加,國內鋼價跌幅又有所擴大。不銹鋼復合管市場繼續走在價格下滑通道內,一個月內進口礦價已跌去近一成。 據國內不銹鋼復合管市場報告,近一周,國內現貨價綜合指數報收于9.23點,一周大跌4.98%。目前,黑色系產品大幅漲跌,不銹鋼復合管價格先抑后揚,鋼材價格則整體大幅下跌。在成交受阻、庫存上升、資金面偏緊的情況下,商家繼續殺跌,以求出貨。
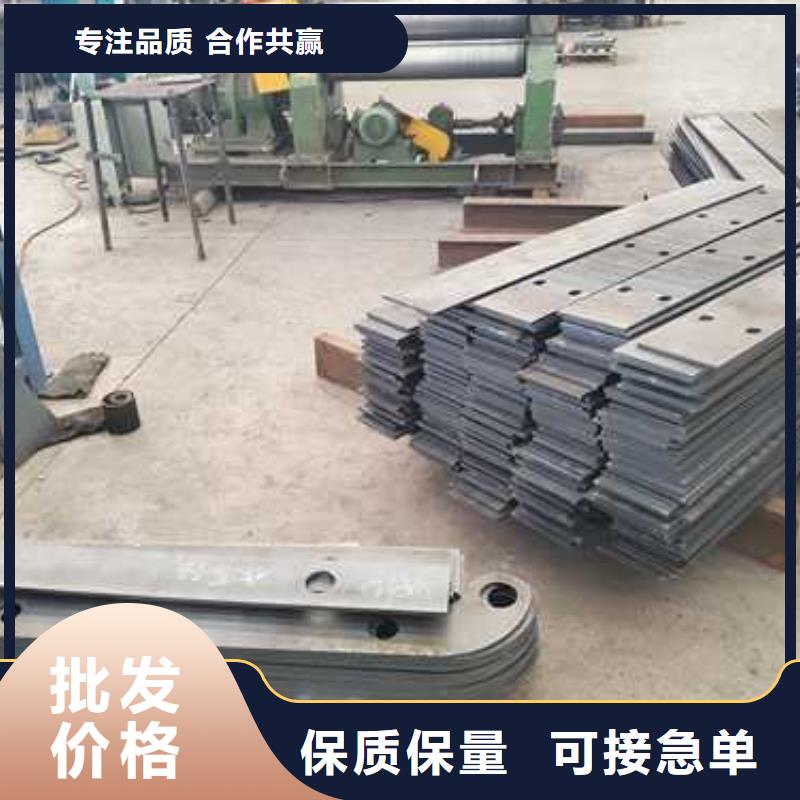
<鞍山>聚晟護欄制造有限公司焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
 <鞍山>聚晟護欄制造有限公司
<鞍山>聚晟護欄制造有限公司

不銹鋼護欄容易做造型,可以按照不一樣的現場來制造不盡相同的尺寸,規格,弧度等等。成本低,鋼產量全。好用耐用,大致沒有必要,不怕風吹日曬。4、能滿足前面三個條件的,你又能找出其余材料來代替嗎有打造的,有美感的,有藝術造型的護欄或許會是有的,還有是肯定不可能使用在大的公共場所。 不銹鋼復合管欄桿接點如何焊接由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量小的焊接方法.同時,由于復合管的焊接順序為先焊復合層?。 由于復合層和基層之間不易熔焊在一起,所以在組對前,首行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。 由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以焊接施工效率。復層的焊接打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求的工序,焊工必須具有過硬的水平和高度的責任感。

