


聯系我們

小型鋼筋籠滾焊機全國發貨
更新時間:2025-01-30 18:55:19 瀏覽次數:4 公司名稱:許昌 建貿機械 有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 許昌 |
| 產品產地 | 河南 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 型號 | JMRLJ-3000 |
| 鋼筋籠直徑 | 400-3000mm |
| 鋼筋籠長度 | 2-36m |
| 電機總功率 | 14KW |
| 纏繞筋 | 4-18mm |
| 纏繞筋間距 | 可調 |
| 焊接方式 | 二保焊機 |
| 焊接材料 | 焊絲焊條等 |
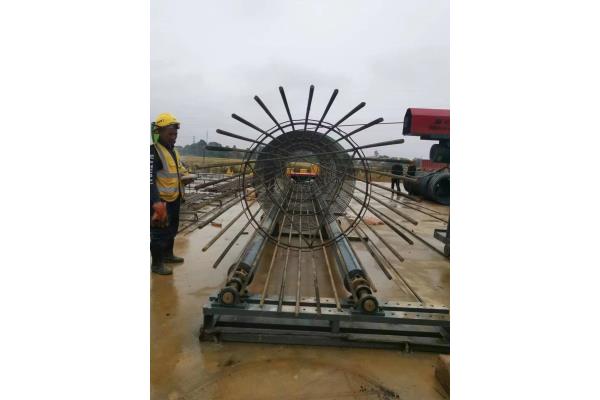





鞍山小型鋼筋籠滾焊機全國發貨

2. 產品途及優勢
鋼筋籠繞筋機現,解決了鋼筋籠滾焊機無法同時雙盤筋同時纏繞問題,且鋼筋籠繞筋機鋼筋籠制作,效率高,省時省工,對于不同直鋼筋籠切換設備不刻意調節,使方便靈活。結束了鋼筋籠一貫工歷史,為橋梁樁基制造大大了效率,可根據客戶情況定制設備,可加工36米以上,直兩米以上鋼筋籠,廣泛于高鐵、高速等項目建設,鋼筋籠繞筋機加工鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,米尺直接拉3米長度,總共誤差在2CM以內,基本都是項目部產品。鋼筋籠繞筋機所有制作材料嚴格使國標鋼材,生產嚴謹,故障率遠低于行業平均水平,本司鄭重承諾繞筋機整機質保一年,不僅要把好產品售去,還要給客戶提供優質售后服務,時間為客戶安裝設備,時間為客戶解決問題。
3. 技術參數
主筋Φ12~40mm,箍筋Φ5~14mm(盤筋直接作業),繞筋間距范圍:0~450mm可任意;
功率:通設備15KW,加重設備20KW;可定做。
滾焊速度根據操作熟練成度從低到高可任意。
盤電機及電機電源電纜采鏈式保護,確保設備運行。

自公司成立以來,在逐步完善工廠管理的基礎上,以質量 、時間快速、服務周到、價格合理為原則、以市場為依托不斷發展壯大。現有機械加工廠房10000多平方米,有大型的普通車床、普通銑床、刨床、磨床、鉆床、電氣焊、數控加工中心、數控龍門銑床、剪板機、板金等設備。可為您提供各種類型機械加工和整機裝配。在公司發展中培養了一批的工程人員和高級技術工人。在生產過程中建立了良好的市場譽。有專業的技術人員給您的產品提供工藝設計,有專門的檢驗人員替您把好質量關。公司以良好的產品質量,,周到的售后服務以及誠實的經營作風,在眾多用戶中樹立了良好的企業形象。
我廠將以低廉的價格專業的機械加工為您提供滿意的服務。客戶的支持是企業前進與發展的動力,我們將不斷進取,致力完善企業的硬件設施,不懈追求 的技術和卓越的品質。
鞍山鋼筋籠繞筋機由機械工作部分與電器控制部分組成: 1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。 1)主驅動系統 由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,同時向焊接控制系統傳輸焊接號。 2)拉筋系統 牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。 3)電極系統 氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。 2、焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。 1)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。 2)焊接控制主回路系統: 主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
主機;含機架、底座、鐵輥、傳動系統等。
鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。
一般不建議在設備上進行骨架制作,會影響生產線效率。
需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用鐵輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。
機器上骨架制作過程;
備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。
焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。
若采用劃線分度工藝,則不分旋轉反向。
用其他方式制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。
人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現流水線生產方式。
小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。