


耐磨板現(xiàn)貨供應(yīng)廠家")
<鞍山>鑫邦源特鋼有限公司技術(shù)力量雄厚、生產(chǎn)制造精良、售后服務(wù)佳,并具有一套切實(shí)可行的質(zhì)量保證體系,擁有強(qiáng)大的安裝調(diào)試隊(duì)伍。我公司宗旨:以新的機(jī)制、新的起點(diǎn)、繼續(xù)致力于鞍山精軋鋼管的研究和開發(fā),努力提高自身素質(zhì),增強(qiáng)市場競爭力。我公司全體員工真誠期待攜手與您合作,為我國鞍山精軋鋼管事業(yè)作出大的貢獻(xiàn),為我們的美好明天奮斗。
耐磨板現(xiàn)貨供應(yīng)廠家")
耐磨板現(xiàn)貨供應(yīng)廠家")
耐磨板現(xiàn)貨供應(yīng)廠家")
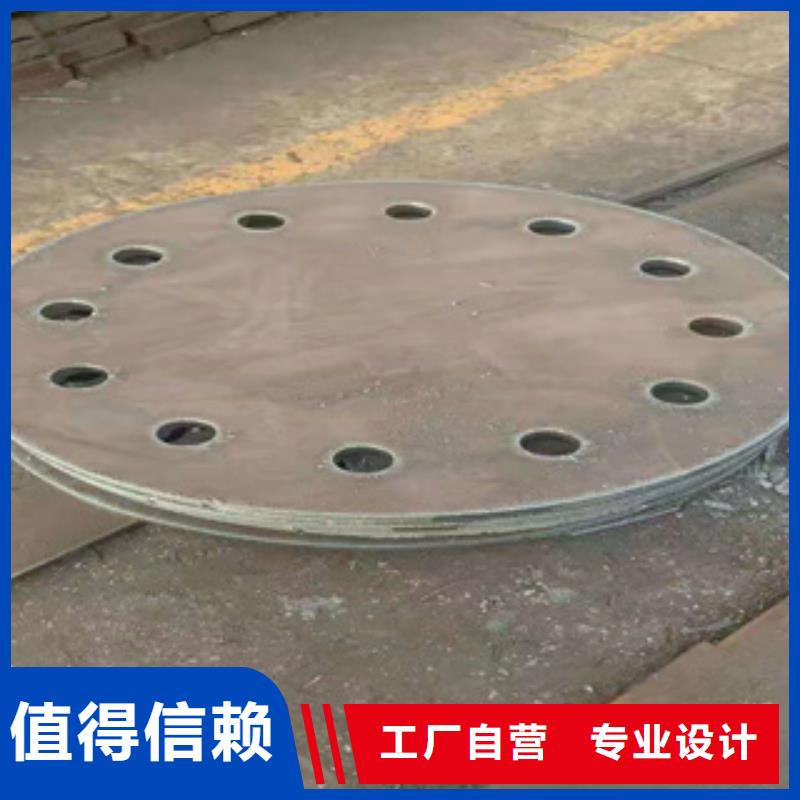
從鍛造的性能來說,硬質(zhì)復(fù)合耐磨板是較難改鍛的板材。燒結(jié)成形后的硬質(zhì)耐磨板坯料,在鍛造前需進(jìn)行球化退火,以殘余應(yīng)力,球狀珠光體,便于鍛造的進(jìn)行。應(yīng)將退過火的鍛坯上的尖角和棱角磨成圓角。錘頭、錘砧、工具和胎模等使用前需經(jīng)預(yù)熱。 鍛造加熱速度不宜過快,保溫時(shí)間不宜過長,坯料應(yīng)在爐中經(jīng)常,確保加熱均勻。硬質(zhì)復(fù)合耐磨板坯料加熱后,需經(jīng)適當(dāng)冷卻,待其溫度下降大約50℃后開始鍛造。變形量不宜過大,鍛造比一般2,注意采用二輕一重的操作要領(lǐng)。 終鍛溫度控制在900℃為宜。硬質(zhì)復(fù)合耐磨板鍛造的初1~3火次,一般是進(jìn)行鐓粗和拔長,拔長宜盡量在V形鐵砧或胎模中進(jìn)行。待鍛透后再逐步改變坯料的形狀和尺寸。GT3TLMW50、GW50硬質(zhì)耐磨板該類合金脆性大,在鍛造過程中應(yīng)以多向應(yīng)力、單向變形的鍛造方式較為合適。 鍛造中采用二輕一重的原則,鍛造比可取2。自由鍛時(shí)每火徑向變形取6%~15%,模鍛時(shí)每火軸向變形取15%~25%,鍛坯越大,相應(yīng)的變形越小。DT硬質(zhì)復(fù)合耐磨板其顯微組織具有硬質(zhì)顆粒均勻彌散分布,顆粒尺寸細(xì)小,而GBTLMW50等硬質(zhì)復(fù)合耐磨板中的硬質(zhì)顆粒的分布呈明顯的聚集狀態(tài),均勻度較差。
耐磨板現(xiàn)貨供應(yīng)廠家")
耐磨板現(xiàn)貨供應(yīng)廠家")